Կալիբրների ձևավորում. Գլանափաթեթների պտտում և չափաբերում կլոր և քառակուսի արտադրանք արտադրելու համար Կլոր պողպատի համար հարդարման չափիչի կառուցում
1,06
1,05
1,04
1,03
1,02
1,01
0 1.0 1.2 1.3 1.4 1.5 1.6 1.7 1.8 ժ/բ
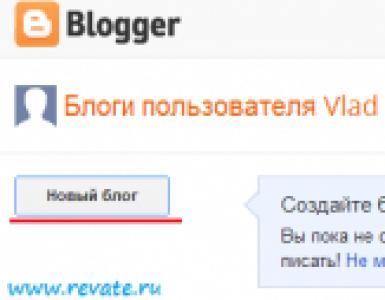
Նկար 1.5 – Շերտի կայունության գրաֆիկը հարթ տակառի վրա գլորվելիս՝ որպես h/b և ε ֆունկցիա:
1) նկարագրել ծաղկման տեխնոլոգիան; գործողությունների հաջորդականություն; բնորոշ պարամետրեր.
2) նկարել էսքիզներ՝ ծաղկունքներ, ձուլակտորների մոդելներ, կողային երեսներ, հատվածների աղավաղումներ և այլն:
Վերահսկիչ հարցեր
1 Ինչ է ներառված հիմնական առաջադրանքում տեխնոլոգիական գործընթացշարժակազմի արտադրություն?
2 Ո՞րն է գլանվածքի արտադրության տեխնոլոգիական սխեման:
3 Ի՞նչ է գլանվածքի արտադրության կիսաարտադրանքը:
4 Որոնք գիտեք տեխնոլոգիական սխեմաներկիսաֆաբրիկատների և պատրաստի արտադրանքի արտադրությո՞ւն։
5 Գլանվածքի արտադրության ի՞նչ տեխնոլոգիական սխեմաներ կարելի է կազմակերպել՝ օգտագործելով շարունակական ձուլման գործընթացները:
6 Ի՞նչ է գլանափաթեթի չափաբերումը, գլանաչափը և հարթ գլանափաթեթը:
7 Ի՞նչ է առավելագույն նվազեցումը և դրա ազդեցությունը գլորման ժամանակ:
8 Ո՞րն է գլորման անկյունը և դրա ազդեցությունը գլորման ժամանակ:
9 Ինչ պայմաններում է կատարվում շերտի եզրագծումը:
10 Ինչպե՞ս են որոշվում գլանվածքի լայնացումը և երկարացումը:
11 Ի՞նչ է ժապավենի կայունությունը և ի՞նչ ցուցանիշով է այն բնութագրվում:
Լաբորատոր աշխատանք թիվ 2. Պարզ հատվածների գլանման գլանափաթեթների չափաբերման մեթոդների ուսումնասիրություն
2.1 Աշխատանքի նպատակը
Ծանոթացեք կլոր և քառակուսի պրոֆիլներ ստանալու չափիչ համակարգերին, յուրացնելով հիմնական տրամաչափման պարամետրերը հաշվարկելու մեթոդները:
2.2 Հիմնական տեսական տեղեկատվություն
Կալիբրացումը գլանված պրոֆիլների անցումային հատվածների հաջորդական շարքը գլորելու ընթացակարգ է: Կալիբրացիոն հաշվարկներն իրականացվում են երկու սխեմայի համաձայն՝ գլանվածքի ընթացքի երկայնքով (մշակման մասից մինչև վերջնական պրոֆիլ) և գլանվածքի դեմ (վերջնական պրոֆիլից մինչև աշխատանքային մաս): Երկու սխեմաների համաձայն, դեֆորմացիայի գործակիցները բացերի վրա հաշվարկելու և բաշխելու համար անհրաժեշտ է իմանալ նախնական աշխատանքային մասի չափերը:
Բաժինների պրոֆիլների գլորումը սկսվում է գծագրման անցումներից, այսինքն՝ զույգերով միացված և մետաղը գծելու համար նախատեսված անցումներից: Տարբեր ծալքավոր և գծագրման չափիչներ, օրինակ, տուփ, ադամանդ-քառակուսի, ռոմբ-ադամանդ, օվալ-քառակուսի և այլն (Նկար 2.1):
Բոլոր ծալքավոր (ձգվող) չափիչներից ամենատարածվածը տուփի չափման սխեման է: Հարթ տակառ - տուփի չափիչ նախշը հաճախ հանդիպում է:
 |
տուփ; բ) – ռոմբ – քառակուսի; գ) – ռոմբուս – ռոմբուս; դ) – օվալ – քառակուսի
Նկար 2.1 – Արտանետումների չափիչների սխեմաներ
Միջին և ցածր կարգի պողպատը գլորելիս լայնորեն կիրառվում է ադամանդի քառակուսի չափիչի նախշը: Բավականին հազվադեպ է օգտագործվում երկրաչափորեն նման ռոմբո-ադամանդե տրամաչափերի սխեման, որում յուրաքանչյուր անցումից հետո գլանափաթեթը պտտվում է 90°-ով։ Այս օրինաչափության համաձայն գլորվելն ավելի քիչ կայուն է, քան ռոմբո-քառակուսի նախշով: Այն հիմնականում օգտագործվում է բարձրորակ պողպատների գլանման համար, երբ պլաստիկ դեֆորմացիայի պայմաններում փոքր կրճատումներ են իրականացվում մինչև 1,3 երկարացումով։
Չափիչների օվալաձև քառակուսի գծագրությունը ամենատարածվածներից է և օգտագործվում է միջին, փոքր հատվածի և մետաղալարերի գործարաններում: Նրա առավելությունը այլ սխեմաների նկատմամբ պտտվող անկյունների համակարգված թարմացումն է, որն օգնում է ձեռք բերել նույն ջերմաստիճանը դրա խաչմերուկում: Ռուլետը կայուն է պահում օվալաձև և քառակուսի չափիչներով գլորվելիս: Համակարգը բնութագրվում է մեծ գլխարկներով, սակայն դրանց բաշխումը յուրաքանչյուր զույգ տրամաչափի մեջ միշտ անհավասար է: Օվալ տրամաչափի դեպքում գլխարկը ավելի մեծ է, քան քառակուսիում: Խոշոր գլխարկները հնարավորություն են տալիս նվազեցնել անցումների քանակը, այսինքն՝ բարձրացնել գործընթացի տնտեսական արդյունավետությունը:
Դիտարկենք գլանափաթեթների տրամաչափումը զանգվածային արտադրության որոշ պարզ և ձևավորված պրոֆիլների համար, օրինակ՝ 5-ից 250 մմ և ավելի տրամագծով կլոր պրոֆիլներ ստացվում են գլորման միջոցով։
Գլանվածք կլոր պրոֆիլներիրականացվում է տարբեր սխեմաների համաձայն, կախված պրոֆիլի տրամագծից, գործարանի տեսակից և գլանվածքից: Բոլոր պտտվող սխեմաների համար ընդհանուր է նախամշակման օվալ չափիչի առկայությունը: Նախքան ժապավենը հարդարման չափիչի մեջ կտրելը, այն պտտվում է 90°-ով:
Սովորաբար ձևն է ավարտական չափիչ– սովորական օվալ առանցքի երկարության հարաբերակցությամբ 1.4÷1.8: Հարդարման չափիչի ձևը կախված է գլորված անիվի տրամագծից: Մինչև 30 մմ տրամագծով շրջան գլորելիս հարդարման չափիչի գեներատորը ներկայացնում է կանոնավոր շրջան, ավելի մեծ տրամագծով շրջան գլորելիս չափիչի հորիզոնական չափը վերցվում է 1-2% ավելի մեծ, քան ուղղահայացը: , քանի որ դրանց ջերմաստիճանի նվազումը նույնը չէ։ Հարդարման տրամաչափում գծագրման գործակիցը վերցված է հավասար 1,075÷1,20։ Կլոր պրոֆիլները պտտվում են միայն լարերի մեջ մեկ անցումով վերջին՝ հարդարման չափիչում:
Տարածված է այսպես կոչված ունիվերսալ սխեման՝ քառակուսի-քայլ-կող-օվալ-շրջանային համակարգի միջոցով կլոր շերտ գլորելու համար (Նկար 2.2): Այս սխեմայի համաձայն գլորվելիս կողաչափից դուրս եկող շերտի չափերը կարող են ճշգրտվել լայն շրջանակում: Մի քանի չափսերի կլոր պրոֆիլները կարող են գլորվել նույն գլանափաթեթների մեջ՝ փոխելով միայն հարդարման չափիչը։ Բացի այդ, ունիվերսալ շարժակազմի օգտագործումը ապահովում է շերտի շերտի լավ հեռացում:

1 - քառակուսի; 2-քայլ; 3 - կող; 4 - օվալ; 5 - շրջան
Նկար 2.2 – Պրոֆիլների շարժման սխեման կլոր հատված
Կլոր պրոֆիլը գլորելիս, համեմատաբար փոքր չափսերՀաճախ օգտագործվում է քառակուսի-օվալային շրջանագծի տրամաչափի սխեման: Նախամշակման քառակուսու կողմը, որը զգալիորեն ազդում է լավ կլոր պրոֆիլի արտադրության վրա, վերցված է փոքր պրոֆիլների տրամագծին հավասար լինելու համար:դ և միջին և մեծ չափերի պրոֆիլների համար 1.1դ.
Շարունակական աղացներում գլանափաթեթների տրամաչափումը հաշվարկելիս հատկապես կարևոր է որոշել գլանվածքի տրամագիծը: Սա թույլ է տալիս գլորման գործընթացն իրականացնել առանց հանգույցի կամ շերտի ավելորդ լարվածության ստենդների միջև:
Ուղղանկյուն անցումներում գլանվածքի տրամագիծը վերցվում է անցուղու ստորին մասում գտնվող գլանափաթեթների տրամագծին: Ռոմբիկ և քառակուսի ձևով՝ փոփոխական՝ առավելագույնը տրամաչափի միակցիչում և նվազագույնը՝ տրամաչափի վերևում: Այս տրամաչափի տարբեր կետերի շրջագծային արագությունները նույնը չեն։ Շերտը թողնում է տրամաչափը որոշակի միջին արագությամբ, որը համապատասխանում է գլանվածքի տրամագծին, որը մոտավորապես որոշվում է տրամաչափի միջին իջեցված բարձրությամբ:
font-size:14.0pt">Այս դեպքում շարժակազմի տրամագիծը
font-size:14.0pt">Որտեղ Դ – գլանափաթեթների առանցքների միջև հեռավորությունը գլորման ընթացքում.
Ամենապարզ տրամաչափման հաշվարկը նախատեսված է առանձին գլանափաթեթային կրիչներ ունեցող գործարանների համար: Այս դեպքում որոշվում է ընդհանուր երկարացման գործակիցը
![]() ,
(10
)
,
(10
)
որտեղ Ֆո ~ նախնական աշխատանքային մասի խաչմերուկի մակերեսը;
Fn - գլորված պրոֆիլի խաչմերուկի տարածքը:
Այնուհետեւ, հաշվի առնելով հարաբերությունը ![]() բաշխեք գլխարկը վանդակների միջև: Որոշելով ավարտական կանգառի գլանափաթեթների գլանվածքի տրամագիծը և վերցնելով այս կանգառի գլանափաթեթների պահանջվող պտտման արագությունը՝ հաշվարկեք տրամաչափման հաստատունը.
բաշխեք գլխարկը վանդակների միջև: Որոշելով ավարտական կանգառի գլանափաթեթների գլանվածքի տրամագիծը և վերցնելով այս կանգառի գլանափաթեթների պահանջվող պտտման արագությունը՝ հաշվարկեք տրամաչափման հաստատունը.
font-size:14.0pt">որտեղ F 1 ... Fn - շերտի խաչմերուկի մակերեսը տրիբունաներում
1, ..., n; v 1 ,...vn - գլորման արագություն այս կանգառներում:
Գլանափաթեթների գլանման տրամագիծը տուփի չափիչով գլորելիս
EN-AM" style="font-size:14.0pt">2)
Որտեղ կ- տրամաչափի բարձրություն.
Քառակուսի չափիչներով գլորելիս
font-size:14.0pt"> (13)
Որտեղ հ - քառակուսի կողմը.
Սրանից հետո գլխարկներից որոշվում են միջանկյալ քառակուսիների, իսկ հետո միջանկյալ ուղղանկյունների չափերը։ Իմանալով տրամաչափման հաստատունը ՀԵՏ, որոշեք գլանափաթեթների պտտման հաճախականությունը յուրաքանչյուր կանգառում
n= C / FD1 (14 )
Քառակուսի պրոֆիլները գլորվում են 5-ից 250 մմ կողքերով: Պրոֆիլը կարող է ունենալ սուր կամ կլորացված անկյուններ: Սովորաբար, մինչև 100 մմ կողմով քառակուսի պրոֆիլը ձեռք է բերվում չկլորացված անկյուններով, իսկ 100 մմ-ից ավելի կողմով՝ կլորացված անկյուններով (կլորացման շառավիղը չի գերազանցում քառակուսի կողմի 0,15-ը): Ամենատարածված գլանման համակարգը քառակուսի-ադամանդ-քառակուսի է (Նկար 2.3): Այս սխեմայի համաձայն, յուրաքանչյուր հաջորդ տրամաչափում գլորումն իրականացվում է 90° թեքությամբ: Ռոմբի չափիչից դուրս եկող կտորը պտտելուց հետո նրա մեծ անկյունագիծը ուղղահայաց կլինի, ուստի ժապավենը հակված կլինի թեքվել:

Նկար 2.3 – Քառակուսի շերտի գլորման սխեմա:
Հարդարման քառակուսի չափիչ կառուցելիս դրա չափերը որոշվում են՝ հաշվի առնելով սառեցման ընթացքում մինուս հանդուրժողականությունը և նեղացումը: Եթե ավարտական պրոֆիլի կողմը սառը վիճակում նշանակենք որպես a1, իսկ մինուս հանդուրժողականությունը ∆a է և վերցնենք ջերմային ընդարձակման գործակիցը հավասար է 1,012÷1,015, ապա հարդարման քառակուսի չափիչի կողմը
font-size:14.0pt">որտեղ a-ն քառակուսի պրոֆիլի կողմերն են տաք վիճակում:
Մեծ քառակուսի պրոֆիլներ գլորելիս աշխատանքային մասի անկյունների ջերմաստիճանը միշտ ցածր է եզրերի ջերմաստիճանից, ուստի քառակուսի անկյունները ուղիղ չեն: Դա վերացնելու համար քառակուսի չափիչի վերևի անկյունները պատրաստվում են 90°-ից ավելի (սովորաբար 90°30"): Այս անկյան տակ ավարտական չափիչի բարձրությունը (ուղղահայաց անկյունագիծը)հ = 1,41 ա, և լայնությունը (հորիզոնական անկյունագծով)բ = 1,42 ա. Մինչև 20 մմ կողմ ունեցող քառակուսիների լայնացման եզրագիծը վերցվում է 1,5 ÷ 2 մմ, իսկ 20 մմ-ից ավելի կողմ ունեցող քառակուսիների համար՝ 2 ÷ 4 մմ: Ավարտված քառակուսի տրամաչափում ոչ-ոքին ընդունվում է 1.1÷1.15:
Սուր անկյուններով քառակուսի պրոֆիլներ արտադրելիս կարևոր է նախավարտ ռոմբիկ չափիչի ձևը, հատկապես մինչև 30 մմ կողով քառակուսիներ գլորելիս: Սովորական ադամանդի ձևը չի ապահովում գլանափաթեթների բաժանման գծի երկայնքով ճիշտ ձևավորված անկյուններով քառակուսիներ: Այս թերությունը վերացնելու համար օգտագործվում են նախապես ավարտվող ռոմբիկ չափիչներ, որոնց վերին մասը ունի ուղիղ անկյուն: Քառակուսի պրոֆիլի չափման հաշվարկը սկսվում է ավարտական չափիչով, այնուհետև որոշվում են միջանկյալ գծաչափերի չափերը:
2.3 Պարզ պրոֆիլների տրամաչափման պարամետրերի հաշվարկման մեթոդներ
2.3.1 d = 16 մմ տրամագծով կլոր պրոֆիլի գլորում
Հաշվարկներում օգտագործեք նկար 2.4-ի տվյալները (բաժին 2.4):
1 Որոշեք հարդարման պրոֆիլի տարածքը
qkr1 = πd2 / 4, mm2 (16)
2 Ընտրեք գծագրման գործակիցը ավարտական տրամաչափի μcr-ում և ընդհանուր գծագրման գործակիցը կլոր և օվալ տրամաչափերում μcr՝ μcr = 1,08 ÷ 1,11, μcr ov = 1,27 ÷ 1,30 միջակայքում:
3 Որոշեք նախամշակման օվալի տարածքը
qov2 = qcr1· μcr, mm2 (17)
4 Մոտավորապես ենթադրենք օվալաձեւ շերտի լայնացում Δb1 ~ (1,0 ÷ 1,2) կլոր չափիչում:
5 Նախամշակման օվալի չափերը h2 = d - ∆b1, մմ
b2 = 3q2/(2h2 +s2);
որտեղ գլանափաթեթների կտրվածքի խորությունը (Նկար 2.4) hр2 = 6.2 մմ է: Հետեւաբար, գլանափաթեթների միջեւ բացը պետք է հավասար լինի s2 = h2 – 2 · 6.2, մմ:
6 Որոշեք նախամշակման հրապարակի մակերեսը (3-րդ չափիչ)
q3 = qcr · µcr ov, mm2, հետևաբար քառակուսու կողմը c3 = √1.03 · q3, մմ,
և տրամաչափի բարձրությունը h3 = 1,41 с3 – 0,82 r, մմ (r = 2,5 մմ), այնուհետև ըստ Նկար 2.4-ի մենք որոշում ենք 3-րդ տրամաչափի գլանափաթեթների մեջ ներդնելու խորությունը hр3 = 9,35 մմ, հետևաբար, բացը 3-րդ տրամաչափը s3 = h3 – 2 · hр3, մմ:
∆b2 = 0.4 √ (c3 – hov avg)Rks · (c3 – hov avg) / c3, mm/ (18)
որտեղ hov av = q2 / b2; Rks = 0,5 (D – hov avg); D – աղացի տրամագիծը (100÷150 մմ):
Ստուգեք նախամշակման օվալ չափիչի լցոնումը: Ջրհեղեղի դեպքում պետք է ընդունվի ավելի ցածր նախագծային հարաբերակցություն և կկրճատվի նախամշակման հրապարակի չափը։
8 Ստուգեք C0 և C3 քառակուսի կողքով աշխատանքային մասի միջև ընդհանուր քաշը և բաշխեք այն օվալաձև և քառակուսի չափիչների միջև.
µ = µ4 ov · µ3 kv = CO2 / s32 (19)
Մենք այս ընդհանուր նախագիծը բաշխում ենք օվալաձև և քառակուսի տրամաչափերի միջև այնպես, որ ձվաձև տրամաչափի քաշը ավելի մեծ լինի, քան քառակուսիում.
μ4 = 1 + 1,5 (μ3 – 1); µ3 = (0,5 + √0,25 + 6µ) / 3 (20)
9 Որոշեք օվալի տարածքը
q4 = q3 µ3, մմ2 (21)
Օվալաձև h4-ի բարձրությունը որոշվում է այնպես, որ այն քառակուսի չափիչով գլորելիս լայնանալու տեղ կա, ապա.
H4 = 1,41 s3 – s3 – ∆b3, մմ (22)
Ընդլայնման ∆b3-ի չափը կարելի է որոշել «Գլանափաթեթների չափաբերում» դասագրքում տրված գրաֆիկներից, 1971 թ.
Լաբորատոր գործարանի տրամագիծը փոքր է, ուստի ընդլայնումը պետք է կրճատվի էքստրապոլացիայի միջոցով:
B 4 = 3 q 4 / (2 h 4 – s 4), մմ (23)
որտեղ s 4 = h 4 – 2 h ժամանակ 4, մմ; h vr 4 = 7,05 մմ:
10 Որոշեք ընդլայնումը 4-րդ օվալ չափիչում (ինչպես 7-րդ կետում)
տառատեսակի քաշը՝ նորմալ"> ∆b4 = 0.4 √ (C0 – h4 ov ovg) Rks · (C0 – h4 ov ovg) / C0, մմ (24)
Ստուգում ենք 4-րդ օվալ չափիչի լցոնումը։ Արդյունքները ամփոփում ենք Աղյուսակ 2.1-ում, որտեղ պարզվում է, որ 4-րդ օվալաչափը պահանջվում է C0 կողմով քառակուսի աշխատանքային մասի 1-ին անցման համար, այսինքն՝ վերևում մենք սկսել ենք հաշվարկը վերջին 4-րդ անցումից (վերջնական կամ պահանջվող պրոֆիլի հատվածից): իրականացվել է 1-ին գլանային տրամաչափով.
2.3.2 C = 14 մմ կողմով քառակուսի պրոֆիլի գլորում
Հաշվարկներում մենք կենտրոնանում ենք նաև Նկար 2.4-ի տվյալների վրա (բաժին 2.4):
1 Որոշեք հարդարման (վերջնական) պրոֆիլի տարածքը
Q1 = c12, մմ2 (25)
2 Ընտրեք գծագրման գործակիցը հարդարման քառակուսի տրամաչափում և ընդհանուր գծագրման գործակիցը քառակուսի և նախավարտ ռոմբիկ տրամաչափերում, այսինքն՝ μkv = 1,08 ÷ 1,11; μsq · μր = 1,25 ÷ 1,27:
3 Որոշեք նախամշակման ռոմբի տարածքը
Q2 = q1 μkv, մմ2 (26)
4 Մոտավորապես վերցրեք ռոմբիկ շերտի լայնացումը քառակուսի չափման մեջ, որպեսզի հավասար լինի ∆b1 = 1,0 ÷ 1,5
5 Որոշեք նախնական հարդարման ադամանդի չափերը
H2 = 1.41s – ∆b1, mm b2 = 2 q2 / h2, mm. (27)
Այս տրամաչափի գլանափաթեթների կտրվածքի խորությունը ըստ Նկար 2.1 hр2 = 7.8 մմ, հետևաբար, բացը s2 = h2 – 2 hр2, մմ:
6 Որոշեք նախնական հարդարման հրապարակի մակերեսը
h3 = qkv · µkv p, mm2 որտեղից է քառակուսու կողմը c3 = √1.03 · q3
2.4 Պահանջվող սարքավորումներ, գործիքներ և նյութեր
Աշխատանքն իրականացվում է լաբորատոր ջրաղացի վրա՝ չափաբերված գլանափաթեթներով, ինչպիսիք են Նկար 2.4-ում ներկայացվածները: Որպես բլանկներ ինչպես կլոր, այնպես էլ քառակուսի գլանվածքով պրոֆիլների համար, օգտագործվում են քառակուսի խաչմերուկով բլանկներ: Այս լաբորատոր աշխատանքը սկզբունքորեն ունի հաշվողական բնույթ և ավարտվում է 2.1 և 2.2 աղյուսակների լրացմամբ:

Նկար 2.4 – Գլանափաթեթների չափաբերում կլոր և քառակուսի պրոֆիլների համար
Աղյուսակ 2.1 – Կլոր պրոֆիլի չափաբերում ø 16 մմ
Անցումային համարը | Կալիբրի համարը |
Կալիբրի ձև | Տրամաչափի չափերը, մմ | Շերտի չափերը, մմ |
||||||||||
հվր | բ | ս | հ | բ | (դ) հետ |
|||||||||
Քառակուսի դատարկ |
||||||||||||||
ձվաձեւ | 7,05 | |||||||||||||
Կլոր և քառակուսի պրոֆիլների տեսականին շատ լայն է՝ դրանց կիրառման բազմազանության պատճառով: Քառակուսի խաչմերուկի արտադրանքները (պատրաստված պողպատից) գլորվում են քառակուսի կողմով 6-ից 200 մմ և ավելի, կլոր խաչմերուկը `5-ից 300 մմ տրամագծով: Չափերը (տրամագիծը) 5-ից 9 մմ համապատասխանում են շարժակազմի մետաղալարին, մետաղալարերի վրա (մետաղալար); դրանց չափերի միջակայքը 0,5 մմ է։ 8-ից մինչև 380 մմ արտադրանքի չափերը գլորվում են փոքր հատվածի ջրաղացների վրա 1 և 2 մմ ընդմիջումներով; 38-ից 100 մմ - միջին հատվածի ջրաղացների վրա 2-5 մմ ընդմիջումով և 80-ից 200 մմ - 5 մմ ընդմիջումով մեծ հատվածի ջրաղացների վրա: Ավելի մեծ արտադրանքի չափսերը գլորվում են ռելսերի և ճառագայթների գործարանի վրա:
Կլոր պրոֆիլների վարձակալության համար ամենահարմարն են օվալ տրամաչափեր (Հաջորդ «տրամաչափը»՝ «Կ».;), ըստ համակարգի փոխարինվելով քառակուսիներով քառակուսի-օվալ-քառակուսի (նկ. 3.11, ա)կամ ըստ համակարգի քառակուսի - ռոմբ - քառակուսի (նկ. 3.11, բ); երկու դեպքում էլ գլանափաթեթների քառակուսի ակոսները գտնվում են եզրին: Մետաղների նման բաշխումն ու փոփոխությունը նպաստում են մետաղի բոլոր շերտերի ավելի լավ սեղմմանը և մշակմանը։
5-ից 20 մմ տրամագծով կլոր խաչմերուկով ապրանքներ գլորելիս, K համակարգը փոփոխվող, քառակուսի - օվալ (նկ. 3.11, ա). 20 մմ-ից ավելի տրամագծով կլոր գլանվածքն իրականացվում է տրամաչափերով՝ ըստ համակարգի հերթափոխով քառակուսի-ադամանդ (նկ. 3.11, բ). Երկու համակարգերում էլ վերջին երեք K-ները ընդհանուր են.
- նախնական հարդարման հրապարակ;
- նախնական հարդարման օվալ;
- ավարտական շրջան.
Քանի որ գլանվածքն իրականացվում է տաք վիճակում, անհրաժեշտ տրամագծով արտադրանք ստանալու համար (չափվում է սառը վիճակում)Հարդարման չափիչի չափերը պետք է ճշգրտվեն՝ հաշվի առնելով կրճատումը:
Ուղղահայաց ուղղությամբ գլանափաթեթների ավելի մեծ սառեցման ազդեցության պատճառով ուղղահայաց տրամագծի ջերմային կծկումը ավելի քիչ է, քան հորիզոնականը: Հարդարման տրամաչափի չափերի ճշգրտումն ապահովվում է, եթե տրամաչափի ուղղահայաց տրամագիծը ենթադրվում է dv = 1,01 dx, իսկ հորիզոնական տրամագիծը dg = 1,02 dx:
Գլանափաթեթների միջև եղած բացը, կախված գլանափաթեթի տրամագծից, վերցվում է 1-ից 5 մմ միջակայքում; R բացվածքի մոտ գլանափաթեթների անկյունների կլորացման շառավիղը 0,1d x է (նկ. 3.11, զ):
Քառակուսի հատվածի արտադրանքի գլանումը կատարվում է տրամաչափերով՝ փոփոխական համակարգով ռոմբ-քառակուսի (նկ. 3.11, գ). Այս համակարգը հաճախ օգտագործվում է 12 մմ-ից ավելի քառակուսի պրոֆիլներ գլորելու համար: Կալիբրացումը սկսվում է պատրաստի սալիկի չափը որոշելով, հաշվի առնելով ջերմաստիճանի անհավասար կրճատումը ուղղահայաց և հորիզոնական ուղղություններով: Այդ նպատակով հարդարման չափիչի վերևի անկյունը վերցված է հավասար 90°30" կամ 181/360 ռադ (նկ. 3.11, դ):
Այնուհետև պատրաստի K. d in = 1.41 C լեռների ուղղահայաց անկյունագիծը, իսկ հորիզոնական անկյունագիծը d g = 1.42 C լեռները, որտեղ C լեռները քառակուսու կողմն է տաքացված վիճակում, հավասար է 1.013 C n: Նման Կ.-ից դուրս եկող պրոֆիլը, երբ ամրացվի, կունենա ճշգրիտ քառակուսի ձև։ Ավարտված քառակուսի Կ. անկյունները կլորացված չեն։ Գլանների միջև բացը վերցված է 1,5-ից մինչև 3,0 մմ:
Չափաչափի չափերն ու հանդուրժողականությունները որոշակիորեն տարբերվում են գլանվածքի պրոֆիլի չափերից և հանդուրժողականությունից, ինչը բացատրվում է մետաղների և համաձուլվածքների ջերմային ընդլայնման տարբեր գործակիցներով, երբ տաքացվում է: Օրինակ, չափերը ավարտական չափիչներտաք գլանման համար պողպատե պրոֆիլները պետք է լինեն 1,010-1,015 անգամ ավելի մեծ, քան պատրաստի պրոֆիլների չափսերը:
Կալիբրների չափերը մեծանում են գլորման ժամանակ՝ դրանց սպառման պատճառով։ Երբ չափերը հավասար են անվանական գումարած հանդուրժողականությանը, տրամաչափը դառնում է ոչ պիտանի հետագա աշխատանքի համար և փոխարինվում է նորով: Հետևաբար, որքան մեծ է հանդուրժողականությունը պրոֆիլի չափսերի նկատմամբ, այնքան երկար է չափիչների ծառայության ժամկետը և, հետևաբար, ջրաղացների արտադրողականությունը: Միևնույն ժամանակ, հանդուրժողականության բարձրացումը հանգեցնում է մետաղի չափից ավելի սպառման՝ արտադրված արտադրանքի յուրաքանչյուր մետր երկարության համար: Պետք է ձգտել ձեռք բերել չափսերով պրոֆիլներ, որոնք շեղվում են անվանականից ավելի փոքր ուղղությամբ։
Գործնականում տրամաչափերը կառուցվում են ոչ թե դրական տրամաչափերով, այլ ըստ միջին հանդուրժողականության կամ նույնիսկ որոշ մինուսներով։ Գլանման գործարանների սարքավորումների կատարելագործումը, արտադրության տեխնոլոգիայի բարելավումը և գլանափաթեթների տեղադրման ավտոմատ սարքավորումների ներդրումը կնպաստեն գլանվածքի արտադրությանը մեծ ճշգրտությամբ:
ԳՕՍՏ 2590-71-ը նախատեսում է արտադրությունը կլոր պողպատտրամագիծը 5-ից 250 մմ:
Այս պրոֆիլի գլանվածքն իրականացվում է տարբեր կերպ՝ կախված պողպատի դասակարգից և չափերից (նկ. 116):
1-ին և 2-րդ մեթոդները տարբերվում են նախնական հարդարման քառակուսի ստանալու տարբերակներից (քառակուսին ճշգրտորեն ամրագրված է անկյունագծով և հնարավոր է կարգավորել բարձրությունը): Մեթոդ 2-ը ունիվերսալ է, քանի որ թույլ է տալիս ձեռք բերել կլոր պողպատի մի շարք հարակից չափսեր (նկ. 117): Մեթոդ 3-ն այն է, որ նախնական հարդարման օվալը կարող է փոխարինվել տասնանկյունով: Այս մեթոդը օգտագործվում է մեծ շրջանակներ գլորելու համար: Մեթոդ 4-ը նման է 2-րդ մեթոդին և դրանից տարբերվում է միայն կողաչափի ձևով: Այս տրամաչափի կողային պատերի բացակայությունը թույլ է տալիս ավելի լավ հեռացնել մասշտաբը: Որովհետեւ այս մեթոդըթույլ է տալիս լայնորեն կարգավորել կողաչափից դուրս եկող շերտի չափը, այն կոչվում է նաև ունիվերսալ չափիչ: 5-րդ և 6-րդ մեթոդները մյուսներից տարբերվում են ավելի բարձր գլխարկներով և լարերի մեջ ձվաձևերի ավելի մեծ կայունությամբ: Այնուամենայնիվ, նման տրամաչափերը պահանջում են ջրաղացի ճշգրիտ ճշգրտում, քանի որ նույնիսկ մետաղի փոքր ավելցուկի դեպքում դրանք հորդում են և ձևավորում փորվածքներ: 7-10-րդ մեթոդները հիմնված են օվալաձև շրջանաձև տրամաչափման համակարգի օգտագործման վրա:

Կլոր պողպատի արտադրության հնարավոր մեթոդների համեմատությունը ցույց է տալիս, որ 1-3 մեթոդները թույլ են տալիս շատ դեպքերում գլորել կլոր պողպատի ամբողջ տեսականին: Բարձրորակ պողպատի գլանումը պետք է իրականացվի 7-10 մեթոդներով: Մեթոդ 9-ը, կարծես, միջանկյալ է օվալ շրջանաձև և օվալաձվաձև համակարգերի միջև և ամենահարմարն է ջրաղացը կարգավորելու և կարգավորելու, ինչպես նաև մայրամուտը կանխելու առումով:
Կլոր պողպատի գլանման բոլոր դիտարկված մեթոդներում հարդարման և նախամշակման անցուղիների ձևը մնում է գրեթե անփոփոխ, ինչը օգնում է հաստատել մետաղի վարքագծի ընդհանուր օրինաչափություններ այս անցումներում գլորման բոլոր դեպքերի համար:
Կլոր պողպատի հարդարման չափիչի կառուցումն իրականացվում է հետևյալ կերպ.
Որոշեք չափիչի հաշվարկված տրամագիծը (տաք պրոֆիլի համար, երբ գլորվում է մինուսով) d g = (1.011÷1.015)d x - հանդուրժողականության մաս +0.01 d x, որտեղ 0.01d x, - աճտրամագիծը վերը նշված պատճառներով. d x = (d 1 +d 2 /2) - կլոր պրոֆիլի տրամագիծը սառը վիճակում: Գործնականում հաշվարկելիս հավասարության աջ կողմի երկրորդ և երրորդ անդամները կարելի է համարել մոտավորապես նույնը, ապա.
d g = (1.011÷1.015) (d 1 +d 2)/2,
որտեղ d 1, d 2-ն առավելագույն և նվազագույն թույլատրելի տրամագծի արժեքներն են՝ համաձայն ԳՕՍՏ 2590-71-ի (Աղյուսակ 11):

Կախված գլորված շրջանագծի չափից՝ ընտրվում են α հետևյալ շոշափող անկյունները.

Մենք ընդունում ենք t բացվածքի արժեքը (ըստ պտտվող տվյալների), մմ.

Ստացված տվյալների հիման վրա կազմվում է տրամաչափը։
Օրինակ. Կառուցեք 25 մմ տրամագծով կլոր պողպատի գլանման ավարտական գլան:
- Եկեք որոշենք չափիչի հաշվարկված տրամագիծը (տաք պրոֆիլի համար) օգտագործելով վերը նշված հավասարումը:
Աղյուսակից մենք գտնում ենք՝ d 1 = 25,4 մմ, d 2 = 14,5 մմ; որտեղից d g = 1.013 (25.4 + 24.5) / 2 = 25.4 մմ: - Ընտրում ենք α=26°35′:
- Գլանափաթեթների միջև բացն ընդունում ենք t=3 մմ։
- Օգտագործելով ստացված տվյալները, մենք գծում ենք տրամաչափը:
Անիվի նախնական հարդարման չափիչները նախագծված են՝ հաշվի առնելով պատրաստի պրոֆիլի համար պահանջվող ճշգրտությունը: Որքան մոտենում է օվալաձևը շրջանագծի ձևին, այնքան ավելի ճշգրիտ է ավարտված կլոր պրոֆիլը: Տեսականորեն, կատարյալ շրջան ստանալու համար պրոֆիլի ամենահարմար ձևը էլիպսն է: Այնուամենայնիվ, նման պրոֆիլը բավականին դժվար է պահպանել ավարտական կլոր չափիչ մուտք գործելիս, ուստի այն օգտագործվում է համեմատաբար հազվադեպ:
Հարթ օվալները լավ են պահվում մետաղալարերով և, բացի այդ, ապահովում են մեծ սեղմումներ: Բայց որքան բարակ է օվալը, այնքան ցածր է ստացված կլոր պրոֆիլի ճշգրտությունը: Սա բացատրվում է ընդլայնման աստիճանով, որը տեղի է ունենում սեղմման ժամանակ։ Ընդլայնումը համաչափ է սեղմմանը. որտեղ կա փոքր սեղմում, այնտեղ փոքր լայնացում կա: Այսպիսով, փոքր օվալային սեղմումներով, կլոր չափիչի չափի տատանումների հնարավորությունը շատ աննշան է: Սակայն հակառակ երեւույթը ճիշտ է միայն այն դեպքում, երբ օգտագործվում է մեծ օվալ եւ մեծ գլխարկ։ Փոքր չափսերի կլոր պողպատի օվալը իր ձևով մոտ է շրջանագծի ձևին, ինչը հնարավորություն է տալիս օգտագործել միայնակ կորության օվալ: Այս օվալի պրոֆիլը ուրվագծվում է միայն մեկ շառավղով։
Միջին և մեծ չափերի կլոր պրոֆիլների համար մեկ շառավղով ուրվագծված օվալները պարզվում են, որ չափազանց երկարաձգված են հիմնական առանցքի երկայնքով և, որպես հետեւանք, չեն ապահովում ժապավենի հուսալի բռնում գլանափաթեթներով: Սուր օվալների օգտագործումը, բացի նրանից, որ այն չի ապահովում ճշգրիտ շրջանագիծ, վնասակար ազդեցություն է ունենում կլոր չափիչի ամրության վրա, հատկապես ջրաղացի ելքային կանգառում։ Գլանափաթեթների հաճախակի փոխարինման անհրաժեշտությունը կտրուկ նվազեցնում է գործարանի արտադրողականությունը, իսկ տրամաչափի արագ արտադրությունը հանգեցնում է երկրորդ կարգի և երբեմն թերությունների առաջացման:
Ն.Վ.Լիտովչենկոյի կողմից արտադրված տրամաչափերի արտադրության պատճառների և մեխանիզմի ուսումնասիրությունը ցույց է տվել, որ օվալի սուր եզրերը, որոնք ավելի արագ են սառչում, քան մնացած շերտը, ունեն զգալի դիմադրություն դեֆորմացման: Այս եզրերը, մտնելով ավարտական կանգառի գլանափաթեթների ակոսը, գործում են ակոսի հատակին որպես հղկող նյութ։ Ձվաձևի վերևի կոշտ եզրերը չափիչի ներքևի մասում ստեղծում են խոռոչներ, որոնք հանգեցնում են շերտի ամբողջ երկարությամբ ելուստների առաջացմանը: Հետևաբար, 50-80 մմ և ավելի տրամագծով կլոր պրոֆիլների համար պրոֆիլի ավելի ճշգրիտ կատարումը ձեռք է բերվում երկու և երեք շառավղով օվալների օգտագործմամբ: Նրանք ունեն մոտավորապես նույն հաստությունը, ինչ մեկ շառավղով ուրվագծված օվալը, սակայն կորության լրացուցիչ փոքր շառավիղների կիրառման շնորհիվ օվալի լայնությունը նվազում է։
Նման օվալները բավականաչափ հարթ են դրանք լարերի մեջ պահելու և հուսալի բռնելու համար, իսկ օվալի ավելի կլորացված ուրվագիծը, որը մոտենում է էլիպսի ձևին, բարենպաստ պայմաններ է ստեղծում շերտի լայնությամբ միատեսակ դեֆորմացիայի համար կլոր չափիչով:
Ուղարկել ձեր լավ աշխատանքը գիտելիքների բազայում պարզ է: Օգտագործեք ստորև ներկայացված ձևը
Ուսանողները, ասպիրանտները, երիտասարդ գիտնականները, ովքեր օգտագործում են գիտելիքների բազան իրենց ուսումնառության և աշխատանքի մեջ, շատ շնորհակալ կլինեն ձեզ:
Տեղադրված է http://www.allbest.ru/ կայքում
Բելառուսի Հանրապետության կրթության նախարարություն
Ուսումնական հաստատություն Gomel State Տեխնիկական համալսարանանվան P.O. Սուխոյ
Բաժին` «Մետալուրգիա և ձուլարան»
Բացատրական նշում
Դասընթացի նախագծի համար
Դասընթաց՝ «Գլորման և գծագրման տեսություն և տեխնոլոգիա»
«5 մմ տրամագծով կլոր պրոֆիլի համար գլանափաթեթների տրամաչափման մշակում» թեմայով:
Ավարտել է D-41 խմբի սովորողը
Ռուդովա Է.Վ.
Ստուգվել է բ.գ.թ. դոցենտ
Բոբարիկին Յու.Լ.
Գոմել 2012 թ
1. Ներածություն
2. Հարդարման չափիչների ընտրություն և գլանվածքի խաչմերուկների հաշվարկ
3. Գծագրական չափիչների ընտրություն և գլանափաթեթների հատվածների հաշվարկ
4. Կալիբրի չափերի որոշում
5. Գլորման արագության հաշվարկ
6. Հաշվարկ ջերմաստիճանի ռեժիմգլորում
7. Շփման գործակիցի որոշում
8. Գլորման ուժի հաշվարկ
9. Գլորման պտտման և հզորության հաշվարկ
տրամաչափի հատվածի պրոֆիլի գլանափաթեթներ
1 . Ներածություն
Սեկցիոն գլանվածքի արտադրության տեխնոլոգիաների հիմքը մետաղի պլաստիկ դեֆորմացիան է տարբեր տեսակներգլանման գործարան գլանային տրամաչափեր.
Աշխատանքային մասից հատվածները գլորվում են մի քանի անցումներով գլանման գլանափաթեթների տրամաչափերով, որոնք գլանվածքին տալիս են անհրաժեշտ ձևը: Պարզ և ձևավորված պրոֆիլների (կլոր, քառակուսի, վեցանկյուն, ժապավենային, անկյունային, ալիք, T-աձև և այլն) գլանաձև մետաղական տեսականիներ արտադրելու համար անհրաժեշտ է հաշվարկել գլանափաթեթների տրամաչափումը։
Roll calibrationկոչվում է գլանափաթեթների վրա չափվող չափերի և չափիչների քանակի որոշում՝ պատրաստի պրոֆիլը ստանալու համար։
Roll տրամաչափ- սա գլանափաթեթների կտրվածքներից առաջացած բացն է կամ գլանափաթեթների առանցքներով անցնող ուղղահայաց հարթության հոսքը:
Կալիբրացումը պետք է ապահովի աշխատանքային մասից պահանջվող ձևի և չափի պահանջվող պրոֆիլի գլորումը ընդունված թույլատրելիության սահմաններում, ինչպես նաև. լավ որակգլանվածք, գլանվածքի առավելագույն արտադրողականություն, գլանման գործարանի շահագործման վրա ծախսվող նվազագույն մաշվածություն և էներգիայի սպառում:
Պրոֆիլի գլորումը նախ կատարվում է գծագրման անցումներով, որոնք նախատեսված են միայն գլորված աշխատանքային մասի խաչմերուկի մակերեսը նվազեցնելու համար: Երբ մշակվող մասի խաչմերուկի մակերեսը կրճատվում է, վերջինս երկարացվում է երկարությամբ՝ առանց շերտի լայնական կտրվածքի ձևը պահանջվողին մոտեցնելու, ինչի պատճառով այդ չափիչները կոչվում են. արտանետում. Գծագրական անցուղիներով անցնելուց հետո մշակված մասը գլորվում է ավարտական անցուղիներում։ Հարդարման չափիչները բաժանվում են նախնական և ավարտական չափիչների: Նախնական հարդարման չափիչներում (կարող է լինել մի քանի կամ մեկ), տարածքի հետագա կրճատմամբ, խաչմերուկի կոնֆիգուրացիան մոտենում է պատրաստի պրոֆիլի տվյալ ձևին, և ձևավորվում են դրա առանձին տարրերը: Հարդարման չափիչում (միշտ կա) վերջապես ձևավորվում են պրոֆիլի պահանջվող ձևերն ու չափերը, այն տեղադրվում է վերջին շարժակազմի վրա:
2. Հարդարման չափիչների ընտրություն և հատումների մակերեսների հաշվարկեniya peal
Քանակների ընտրությունհարդարման չափիչների նյութեր և ձևեր
Հարդարման չափիչների քանակը և ձևը, այսինքն՝ հարդարման և նախնական հարդարման չափիչները, կախված են պատրաստի կամ վերջնական պրոֆիլի ձևից և ավարտական չափիչների ընդունված տրամաչափման համակարգից:
Կլոր պրոֆիլի համար հարդարման չափիչները նախապես ավարտվող օվալ չափիչ են և ավարտական կլոր չափիչ: Նախամշակման օվալ չափիչից հետո օվալաձև պրոֆիլի գլանափաթեթը թեքվում է 90°-ով և մտնում ավարտական կլոր չափիչ, որտեղ վերջնականապես ձևավորվում է կլոր պրոֆիլը (նկ. 2.1): Այս դեպքում նախամշակման օվալ չափիչի ձևը կախված է հարդարման պրոֆիլի չափից: Նկարը ցույց է տալիս նախապես ավարտվող օվալ չափիչը միջին և փոքր հարդարման պրոֆիլների չափերի համար:
Բրինձ. 2.1 Կլոր պրոֆիլի հարդարման չափիչների սխեման
Գլանափաթեթավորումը կարող է իրականացվել հատուկ պտտվող ուղեցույցների միջոցով՝ շարունակական ջրաղացների կամ պտտվող սարքերի գլանափաթեթների միջև, ձուլման գործարանների համար գլանափաթեթների միջև: Բացի այդ, շարունակական ջրաղացների վրա 90° պտույտի վիճակին կարելի է հասնել հորիզոնական և ուղղահայաց գլանափաթեթների առանցքներով գլանափաթեթների հերթափոխով:
Հարդարման չափիչների խմբում կլոր պրոֆիլներ գլորելու համար մենք օգտագործում ենք հարդարման կլոր և նախամշակման օվալ չափիչներ:
Տաք վիճակում վերջնական պրոֆիլի չափերի որոշումԻգիտահետազոտական ինստիտուտ
Կալիբրների ծառայության ժամկետը մեծացնելու համար հաշվարկներ են կատարվում՝ իր չափսերում մինուս հանդուրժողականությամբ պրոֆիլ ձեռք բերելու համար: Սառեցման ժամանակ տաք վիճակում գլորված պրոֆիլի չափերի կրճատումը հաշվի առնելու համար անհրաժեշտ է սառը վիճակում պրոֆիլի չափսերը բազմապատկել գործակցով. 1,01-1,015 .
Հաշվի առնելով մինուս հանդուրժողականությունը կլոր վերջնական պրոֆիլի համար, մենք գտնում ենք շրջանի չափը սառը վիճակում.
Տաք հարդարման անիվի չափը.
Հարդարման չափիչների երկարացման գործակիցների որոշում:
Հարդարման կլոր չափիչի համար երկարացման գործակիցը, որտեղ k-ը հարդարման չափիչների թիվն է, ինչպես նաև նախամշակման օվալ չափիչի համար, կորոշվի ըստ Նկ. 2.2.
Նկար 2.2 Գծման գործակիցների կախվածությունը հարդարման անիվում, ինչպես նաև նախամշակման օվալում, անիվի համապատասխան տրամագծից. .
Ծանոթագրություն. եթե 12 մմ-ից պակաս տրամագծով ներառյալ կլոր պրոֆիլը գլորվում է, ապա հարդարման և նախամշակման չափիչներում գծագրման գործակիցները որոշվում են ըստ. գործնական առաջարկություններկոնկրետ պրոֆիլի համար: Հաշվի առնելով 150 BMZ գլանվածքի նախագծման առանձնահատկությունները՝ վերցնում ենք միջին գծագրերը հավասար 1,25:
Հարդարման կաթսաներում պրոֆիլների խաչմերուկի տարածքների որոշումբռահ.
Հարդարման չափիչներում պրոֆիլների տարածքները որոշվելու են կախվածությամբ.
որտեղ է գլորված արտադրանքի խաչմերուկի մակերեսը հարդարման չափիչում, որը որոշվում է
ըստ վերջնական պրոֆիլի տաք չափերի; - գլանափաթեթի խաչմերուկի տարածքը վերջին նախնական հարդարման չափիչում. - գլանափաթեթի խաչմերուկի տարածքը նախավերջին նախամշակման չափիչում: Եկեք որոշենք շերտի խաչմերուկի տարածքը ավարտական կլոր չափիչով.
Շերտի խաչմերուկի մակերեսը նախնական օվալաչափում հավասար է.
Վերջին կոպիտ անցումում և, համապատասխանաբար, անցումների գծագրական խմբի վերջին գլանվածքում խաչմերուկի մակերեսը որոշվում է բանաձևով.
3. Արտանետման չափիչների ընտրություն ևգլանափաթեթների խաչմերուկի տարածքների հաշվարկը
Նախագծի համակարգի ընտրություն
Որպես կանոն, գծագրական տրամաչափերը ձևավորվում են ըստ որոշակի համակարգերի, որոնք որոշվում են տրամաչափերի փոփոխվող միասնական ձևով։
Յուրաքանչյուր գծագրության տրամաչափի համակարգ բնութագրվում է իր սեփական զույգ տրամաչափերով, որոնք որոշում են գծագրության տրամաչափի համակարգը:
Զույգ գծաչափեր- սրանք երկու հաջորդական չափիչներ են, որոնցում աշխատանքային մասը հավասարազոր վիճակից տեղափոխվում է առաջին չափիչից դեպի ոչ հավասարեցված վիճակ, իսկ երկրորդում՝ կրկին հավասարազոր վիճակի, բայց լայնական հատվածի մակերեսի նվազմամբ:
Օգտագործվում են գծաչափի հետևյալ համակարգերը՝ ուղղանկյուն չափիչ համակարգ, ուղղանկյուն՝ հարթ տակառային համակարգ, օվալ՝ քառակուսի համակարգ, ռոմբուս՝ քառակուսի համակարգ, ռոմբուսային համակարգ, ռոմբուսային համակարգ, համակարգ։ քառակուսի-քառակուսի, ունիվերսալ համակարգ, համակցված համակարգ, օվալ-շրջանային համակարգ, օվալ-կողային օվալ համակարգ։
Փոքր և միջին չափերի ժամանակակից շարունակական գլանման գործարաններում առավել հաճախ օգտագործվում են հետևյալ համակարգերը՝ ադամանդե քառակուսի, օվալաձև քառակուսի, օվալաձև շրջանաձև և օվալաձև կողաձև օվալ։
Այս տրամաչափման համակարգերը ապահովում են գլանվածքի լավ որակ և գլանվածքի կայուն դիրքը տրամաչափերում:
Գծագրական գլանափաթեթների մեջ գլորվելիս գլանափաթեթը միշտ շրջվում կամ պտտվում է իր երկայնական առանցքի շուրջ որոշակի անկյան տակ (սովորաբար 45°կամ 90 °) երբ գլանափաթեթն անցնում է կանգառների միջև զույգ չափիչների առաջին չափիչից մինչև մեկ այլ չափիչ:
Շրջադարձը կարող է փոխարինվել հերթափոխով հորիզոնական և ուղղահայաց պտտվող ստենդներով, որն ապահովում է պտտվելու էֆեկտ՝ առանց աշխատանքային մասի պտտման:
Հորիզոնական և ուղղահայաց գլանափաթեթների կամ գլանափաթեթների պտտումը կամ հերթափոխը անհրաժեշտ է աշխատանքային մասի ոչ հավասարառանցքային վիճակը փոխակերպելու համար զույգ գծագրերի առաջին անցումը զույգի երկրորդ անցումով հավասարեցված վիճակի անցնելուց հետո:
Ամենահեռանկարային տրամաչափման համակարգերից է օվալ-կողային օվալ համակարգը, որն ապահովում է գլանման կայուն պայմաններ և գլանվածքի լավ որակ:
Այս համակարգում, օվալաչափ չափիչներում, աշխատանքային մասը անցնում է ոչ հավասարառանցքային օվալային վիճակի` օվալաձև առանցքների չափերի մեծ տարբերությամբ, իսկ կողավոր օվալաչափերում` հավասարառանցքային օվալային վիճակի` չափերի փոքր տարբերությամբ: առանցքները հիմնական առանցքի երկայնքով նախորդ ոչ հավասարազորային օվալի դեֆորմացումից հետո: Այսպիսով, աշխատանքային մասը հաջորդաբար անցնում է չափիչների տեսակների միջով ՝ օվալ - շերտավոր օվալ - օվալ - շերտավոր օվալ և այլն: մինչև չստացվի աշխատանքային մասի լայնական հատվածի պահանջվող կրճատումը:
Միջին գծագրի որոշումarach գծագրման չափիչներ և թվերգլորվող անցումներ.
Շարժական անցումների քանակը որոշելու համար nՆախ, մենք որոշում ենք արտանետման չափիչների զույգերի գնահատված քանակը.
որտեղ է աշխատանքային մասի խաչմերուկի տարածքը տաք վիճակում.
Աշխատանքային մասի խաչմերուկի տարածքը վերջին գծագրման անցումում:
Որոշելով արտանետվող տրամաչափերի զույգերի ճշգրիտ թիվը, այնուհետև անհրաժեշտ է սահմանել մի զույգ արտանետվող տրամաչափի միջին նախագծի ճշգրտված արժեքը:
Նկարչական անցումներում շարժվող անցումների քանակը հետևյալն է.
Ամբողջ շարժակազմի տեխնոլոգիայի համար պտտվող անցումների քանակը հավասար է.
Որտեղ Դեպի- հարդարման չափիչների քանակը:
Այստեղ անհրաժեշտ է ստուգել, թե արդյոք շարժակազմերի ընդհանուր թիվը չի գերազանցի ֆաբրիկայի գլանափաթեթների թիվը՝ ըստ անհավասարության.
Որտեղ Հետ- գործարանի գլանափաթեթների քանակը.
Աշխատանքային մասի խաչմերուկի տարածքը տաք վիճակում, հաշվի առնելով լայնակի հանդուրժողականությունը լայնական հատվածի չափի վրա, որոշվելու է անվանական խաչմերուկի չափով.
Օվալ համակարգի համար - կողային օվալ: Եկեք ընդունենք.
Արտանետման չափիչների զույգերի գնահատված թիվը հետևյալն է.
Մենք կընդունենք արտանետման չափիչների զույգերի ճշգրիտ թիվը:
Զույգ տրամաչափի գծագրման միջին ճշգրտված արժեքը հետևյալն է.
Գծային անցումների քանակը ըստ (3.3)-ի հավասար է.
Շարժական անցումների քանակը հետևյալն է.
Եկեք ստուգենք պայմանը (3.4).
Գլանափաթեթների և ջրաչափերի տեսակների բաշխման արդյունքները ջրաղացների տակդիրների միջև գրանցված են Աղյուսակ 3.1-ում:
Գլխարկների սահմանում զույգ գլխարկների համար:
Յուրաքանչյուր զույգ տրամաչափի խաղարկությունը որոշվում է կախվածությամբ.
որտեղ է արժեքի փոփոխությունը
Յուրաքանչյուր զույգ տրամաչափի համար գլխարկների արժեքներում փոփոխություններ կատարելիս անհրաժեշտ է հաշվի առնել բոլոր փոփոխությունների հանրահաշվական գումարի 0-ի հավասարությունը, այսինքն. պետք է կատարվի հետևյալ պայմանը.
Եկեք որոշենք տրամաչափերի յուրաքանչյուր զույգի խաղարկությունները՝ հաշվի առնելով դրանց վերաբաշխումը, որպեսզի տրամաչափերի սկզբնական զույգերը ունենան. մեծ արժեքներգլխարկներ, իսկ վերջիններս՝ ավելի փոքր։
Եկեք փոփոխություններ կատարենք տրամաչափի յուրաքանչյուր զույգի համար՝ ըստ (3.5) արտահայտության՝ հիշելով, որ այդ փոփոխությունների հանրահաշվական գումարը պետք է հավասար լինի 0-ի.
Գծման համակարգում գծագրերի գլորման միջոցով գծագրերի որոշումևտրամաչափեր
Եկեք որոշենք կողոսկրերի օվալների գլխարկները հայտնի բանաձևով.
Մենք որոշում ենք գլխարկները օվալների համար՝ օգտագործելով բանաձևը.
Օգտագործելով (3.7) և (3.8) բանաձևերը, մենք որոշում ենք գծագրերի թվային արժեքները բոլոր պտտվող անցումների համար:
Համար ժ= 7(14;13)
Մենք մուտքագրում ենք գլխարկների բոլոր արժեքները արտանետման և ավարտական տրամաչափերի համար Աղյուսակ 3.1-ում:
Գծման չափիչներում գլորված արտադրանքների խաչմերուկի տարածքների որոշում:
Եկեք որոշենք գլանվածքի խաչմերուկի տարածքը յուրաքանչյուր գլանվածքից հետո՝ օգտագործելով բանաձևը.
որտեղ է գլանափաթեթի լայնական հատվածը.
Գլանափաթեթի հաջորդ հատվածի տարածքը շարժակազմի ուղու երկայնքով.
Հաջորդ տրամաչափի գծում գլորման գործընթացում:
Ըստ պայմանի՝ վերջին, այսինքն՝ 26-րդ անցումից հետո գլանափաթեթի լայնական հատվածը պետք է հավասար լինի. 28.35 . Այսպիսով, համար.
Աշխատանքային մասի խաչմերուկի տարածքը մինչև առաջին անցումը հավասար է նախնական աշխատանքային մասի խաչմերուկի մակերեսին: Այս արժեքը պետք է ստացվի արտադրանքից: Այնուամենայնիվ, հաշվարկների ընթացքում կլորացման սխալների կուտակման պատճառով արժեքը ճշգրիտ ստանալու համար անհրաժեշտ է կարգավորել արդյունահանման արժեքը առաջին անցումում.
Բոլոր շարժակազմերի համար գլորված խաչմերուկների ստացված արժեքները մուտքագրվում են Աղյուսակ 3.1-ում:
Աղյուսակ 3.1 Կալիբրացիոն աղյուսակ
|
Կալիբրի տեսակը |
Գլանափաթեթի հատվածային տարածքը F, |
||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
ձվաձեւ |
|||||
|
Կող ձվաձեւ |
|||||
|
Նախնական հարդարման օվալ |
|||||
|
Ավարտական փուլ |
4. Կալիբրի չափերի որոշում
Հարդարման կլոր K-րդ չափիչի կառուցման դիագրամը ներկայացված է Նկար 4.1-ում: Դիագրամը ցույց է տալիս հետևյալ չափսերը- չափիչի տրամագիծը կամ բարձրությունը հավասար է վերջնական պրոֆիլի տրամագծի տաք չափմանը կլոր պողպատ; - գլորում բացը; - տրամաչափի արձակման անկյուն; - տրամաչափի լայնությունը.
Նկ. 4.1 Կլոր չափիչի դիագրամ
Գլանափաթեթների միջև բացվածքի չափը որոշվում է բանաձևով.
Կալիբրի լայնությունը և շերտի լայնությունը հավասար կլինեն տրամաչափի տրամագծին:
Արժեքները և ընտրեք հետևյալը.
80 մմ-ից ոչ ավելի տրամագծով կլոր պրոֆիլի ավարտական կլոր չափիչում օվալաձև ժապավեն գլորելու համար նախամշակման օվալ (K-1) չափիչի կառուցման դիագրամը ներկայացված է Նկ. 4.2. Մենք հաշվարկելու ենք բոլոր անհրաժեշտ չափերը.
Նկար 4.2 Ձվաձեւ տրամաչափի դիագրամ
Կալիբրի բարձրությունը հավասար է շերտի բարձրությանը, որը որոշվում է բանաձևով.
որտեղ է գլորվում պատրաստի կլոր պրոֆիլի սառը տրամագիծը.
Գործակից, որը հաշվի է առնում օվալային շերտի լայնացումը ավարտական կլոր չափիչում:
Շերտի ձանձրույթը որոշվում է բանաձևով.
Բրինձ. 4.3 Գործակիցի կախվածությունը կողոսկրի օվալային շերտի լայնությունից, նախորդ կողի օվալային տրամաչափից
Թողունակությունը որոշվում է բանաձևով.
որտեղ է օվալային շերտի խաչմերուկի տարածքը նախապես ավարտվող օվալաչափը անցնելուց հետո: Նախամշակման օվալ չափիչի ուրվագծի շառավիղը որոշվում է բանաձևով.
Մենք նշանակում ենք գլանափաթեթների միջև եղած բացվածքի արժեքը.
Տրամաչափի լայնությունը որոշվում է բանաձևով.
Որոշեք տրամաչափի լրացման գործակիցը.
Արժեքը պետք է լինի սահմաններում:
Մենք մուտքագրում ենք հարդարման և նախնական հարդարման չափիչների հիմնական չափերը Աղյուսակ 4.1-ում:
Արտանետման չափիչների կառուցում.
Օվալաձև ձվաձև գծաչափի համակարգի համար մենք նախ կառուցում ենք բոլոր օվալաձև կողերի չափիչները՝ համաձայն Նկար 4.4-ի գծապատկերի և ստորև տրված հաշվարկի: Քառակուսի պրոֆիլը գլորելիս գլանման գործընթացում վերջինը հավասարասռնակի քառակուսի չափիչն է, որը միևնույն ժամանակ հանդիսանում է նախամշակման քառակուսի չափիչ։ Մեր դեպքում գլանվածքի սկզբնական պրոֆիլը քառակուսի է, այնուհետև մշակման մասի հարմար բռնելու համար մենք գլորման ժամանակ կառուցում ենք առաջին հավասարազոր չափիչը՝ ըստ Նկար 4.4-ի գծապատկերի: Այնուհետև մենք կառուցում ենք բոլոր օվալ չափիչները՝ համաձայն 4.2-ի գծապատկերի: և ստորև ներկայացված հաշվարկը:
Բրինձ. 4.4. Կողերի օվալային տրամաչափի սխեման
Բոլոր շերտավոր օվալ չափիչների համար, այսինքն. բոլոր տրամաչափերի համար տրամաչափի չափերը որոշվում են հետևյալ հաջորդականությամբ.
26 տրամաչափի հաշվարկի օրինակ:
Կողերի ձվաձեւ շերտի լայնությունը
որտեղ է գտնվում օվալաձև կողային շերտի խաչմերուկի տարածքը:
Կողերի ձվաձեւ շերտի բարձրությունը
Տրամաչափի լայնությունն է
որտեղ է տրամաչափի լրացման գործակիցը, հավասար 0,92…0,99 , նախապես կընդունենք։
Կալիբրի ուրվագծային շառավիղը
Գոտու ձանձրույթը հավասար է.
Գլանափաթեթի բացվածքի բարձրությունը որոշվում է այն միջակայքից, որտեղ գտնվում է համապատասխան գլանվածքի գլանափաթեթների տրամագիծը:
Այս դեպքում պայմանը պետք է կատարվի
Մենք հաշվարկն իրականացնում ենք նույն կերպ բոլոր մյուս x տրամաչափերի համար: Աղյուսակ 4.1-ում մենք մուտքագրում ենք կողի օվալ չափիչների բոլոր հիմնական չափերը:
Բոլոր ոչ հավասարաչափ չափիչների համար (նկ. 4.2.) չափերը որոշվում են պտտվող հարվածի համեմատ:
Յուրաքանչյուր ոչ հավասարազոր օվալ չափիչի համար չափերը որոշվում են հետևյալ հաջորդականությամբ.
Նախ, գլորման ընթացքում մենք որոշում ենք ընդլայնումը տվյալ չափիչի կողքին գտնվող օվալաձև շերտավոր չափման մեջ՝ օգտագործելով բանաձևը.
որտեղ է ընդլայնումը որոշվում Նկարի գրաֆիկից: 4.6. կախված խնդրո առարկա ձվաձեւ կողային շերտի լայնությունից.
Ստենդի տրամագիծը գլորվում է տրված հավասարազոր անցման համար:
Նկ.4.6. Օվալաձև ժապավենի լայնացման մեծության կախվածությունը գլանափաթեթներով գլորվելու ժամանակ կողավոր օվալային շերտի լայնությունից:
Օվալային շերտի բարձրությունը հետևյալն է.
Կալիբրի բարձրությունը հավասար է շերտի բարձրությանը, այսինքն.
Օվալաձեւ շերտի խամրությունը հավասար է.
որտեղ է գործակիցը որոշվում նկ. 4.3.
Օվալաձև շերտի լայնության նախնական արժեքը.
որտեղ է շերտի խաչմերուկի տարածքը տվյալ տրամաչափը անցնելուց հետո:
Քննարկվող օվալաչափում մետաղի միջին բացարձակ սեղմման արժեքը հավասար է (համար).
որտեղ է ռոմբիկ ձվաձեւ շերտի լայնությունը նախորդ դիտարկվող տրամաչափում:
Գլանափաթեթի գլորման շառավիղը հավասար է.
որտեղ է դիտարկվող տակդիրի գլանափաթեթների տրամագիծը:
Գոտի միջին բարձրությունը դիտարկվող տրամաչափի ելքի մոտ հավասար է.
Ձվաձեւ տրամաչափում մետաղի ընդլայնումը որոշվում է բանաձևով.
Օվալային շերտի լայնությունը հետևյալն է.
Տրամաչափի ուրվագծի շառավիղը որոշվում է բանաձևով.
Պայմանը բավարարելու դեպքում տիրույթից կնշանակենք գլանափաթեթի բացվածքի նախնական արժեքը:
Կալիբրի լրացման գործակիցը.
Դրանից հետո մենք ստուգում ենք տրամաչափը մետաղով նորմալ լցնելու պայմանը:
Եկեք կատարենք 3-րդ ոչ հավասարասռնի օվալ չափիչի հաշվարկը՝ օգտագործելով վերը նշված բանաձևերը:
Մենք հաշվարկը կատարում ենք նույն կերպ բոլոր մյուս տրամաչափերի համար: Աղյուսակում մենք մուտքագրում ենք բոլոր միջանկյալ օվալ տրամաչափերի հիմնական չափերը: 4.1.
Աղյուսակ 4.1. Չափաչափի ներթափանցման խորությունը որոշվում է բանաձևով.
Աղյուսակ 4.1 Կալիբրացիոն աղյուսակ,
|
Շարժիչային անցում No. |
Շերտի բարձրությունը |
Գծի լայնությունը |
Կալիբրի բարձրություն |
Տրամաչափի լայնությունը |
Լիսեռի մաքրում |
Կտրման խորությունը |
|
5. Գլորման արագության հաշվարկ
Մենք որոշում և մուտքագրում ենք աղյուսակ 5.1-ում գլանափաթեթների գլանվածքի տրամագծերի բոլոր արժեքները: Այս դեպքում ձվաձեւ չափիչների համար մենք դրանք կսահմանենք բանաձևով որոշված շառավիղներով (4.31): Բոլոր մյուս չափիչների համար գլանափաթեթների գլանվածքի տրամագիծը որոշվում է բանաձևով.
որտեղ է համապատասխան տրամաչափի գլանափողի տրամագիծը.
Շերտի խաչմերուկի տարածքը համապատասխան չափիչից ելքի վրա.
Թողունակությունը տրամաչափի ելքի վրա:
Եկեք հաշվարկը կատարենք տրամաչափի 2-ի համար:
Այնուհետև մենք որոշում ենք գլանափաթեթների մեկ րոպեի պտույտների քանակը գլանման ժամանակ վերջին կանգառում ըստ բանաձևի.
որտեղ է գլորման արագությունը վերջին կանգառից ելքի մոտ, որը որոշվում է
գործարանի աշխատանքային պայմանները, 8 0 մ/վրկ;
Rolling տրամագիծը n- վանդակ, մմ.
որտեղ է շերտի խաչմերուկի տարածքը անցնելուց հետո n-րդ վանդակ, այսինքն. վերջնական գլանվածք արտադրանք, .
Հենարանների միջև շերտի որոշակի լարվածություն ապահովելու համար յուրաքանչյուր պտտվող անցուղու համար տրամաչափման հաստատունը պետք է փոքր-ինչ կրճատվի, երբ մենք անցնում ենք առաջին անցումից հաջորդ անցումներին: Հետևաբար, նախավերջին անցման համար տրամաչափման հաստատունը հետևյալն է.
Ըստ անալոգիայի, պտտվող հարվածի դեմ մենք որոշում ենք բոլոր շարժակազմերի համար տրամաչափման հաստատունը, այսինքն.
Յուրաքանչյուր անցման համար գլանափաթեթների պտտման արագությունը որոշվում է բանաձևով.
Մենք մուտքագրում ենք բոլոր արժեքները աղյուսակ 5.1-ում:
Յուրաքանչյուր պտտվող անցումից հետո ժապավենի արագությունը որոշվում է բանաձևով.
որտեղ և ներս:
Մենք մուտքագրում ենք բոլոր արժեքները աղյուսակ 5.1-ում:
Մենք հաշվարկներն իրականացնում ենք բոլոր այլ տրամաչափերի համար և մուտքագրում ենք բոլոր հաշվարկների արդյունքները Աղյուսակ 5.1-ում:
Աղյուսակ 5.1. Կալիբրացիոն աղյուսակ
|
Շարժական անցում |
Գլանափաթեթների գլանման տրամագիծը, |
Calibration հաստատուն |
Գլանափաթեթի պտտման արագությունը, |
Գոտու արագություն, |
|
6. Ջերմաստիճանի հաշվարկշրջագայության շարժակազմի ռեժիմ
Գլորման ջերմաստիճանի ռեժիմի հաշվարկման խնդիրն է որոշել աշխատանքային մասի սկզբնական տաքացման ջերմաստիճանը մինչև գլանվածքը և որոշել գլանափաթեթի ջերմաստիճանը յուրաքանչյուր գլանվածքից հետո:
Փոքր հատվածի մետաղալարով շարժակազմ 320 ունի բիլետի ջերմաստիճանը վառարանի ելքի մոտ՝ առաջին գլանվածքից առաջ 107 0 . 20-տեղանոց խմբով և մետաղալարով բլոկով գլորվելիս գլանվածքի ջերմաստիճանն այս բլոկի ելքի մոտ է. 1010…1070 . Պողպատից պատրաստված քառակուսի պրոֆիլը գլորելու համար աշխատանքային մասի ջեռուցման ջերմաստիճանը 45, հաշվի առնելով աղյուսակը. 6.1. և ջրաղաց վառարանի տեխնոլոգիական հնարավորությունները 320 մենք հավասար ենք վերցնում 12 50 , իսկ 20-րդ ստենդից ելքի դեպքում գլանվածքի ջերմաստիճանը վերցվում է հավասար 107 0 .
Գլորվող անցումների համար գլորման ջերմաստիճանը ենթադրվում է, որ հավասար է միջինին, այսինքն.
7. Շփման գործակիցի որոշում
Մետաղների տաք գլանման ժամանակ շփման գործակիցը կարող է որոշվել յուրաքանչյուր շարժակազմի համար նախատեսված բանաձևով.
որտեղ է գործակիցը կախված գլանափաթեթների նյութից. չուգուն գլանափաթեթների համար, պողպատե գլանափաթեթների համար;
Գործակից, որը կախված է գլանվածքի մեջ ածխածնի պարունակությունից և որոշվում է աղյուսակից: 7.1. (m/u 2130 p. 60).
Գործակից, որը կախված է գլորման արագությունից կամ գլանափաթեթների պտտման գծային արագությունից և որոշվում է աղյուսակից։ 7.2. (m/u 2130 p. 60).
Նմանապես, օգտագործելով (7.1) բանաձևը, մենք հաշվարկում ենք շփման գործակիցը յուրաքանչյուր շարժակազմի համար, մենք մուտքագրում ենք բոլոր անհրաժեշտ տվյալները և հաշվարկի արդյունքները Աղյուսակ 7.1-ում:
Աղյուսակ 7.1
|
Շարժիչային անցում No. |
|||||
8. Գլորման ուժի հաշվարկ
Գլանափաթեթի հետ մետաղի շփման տարածքի որոշում:
Փաթաթված մետաղի շփման տարածքը գլանափաթեթի հետ եստրամաչափը որոշվում է բանաձևով.
որտեղ և են շերտի լայնությունն ու բարձրությունը տրամաչափի ելքի մոտ.
և - շերտի լայնությունը և բարձրությունը տրամաչափի ելքի մոտ.
Աղյուսակից որոշված տրամաչափի ձևի ազդեցության գործակիցը: 8.1. (m/u 2130 p. 60). - գլանափաթեթի շառավիղը տրամաչափի հատակի երկայնքով:
Գլանափաթեթի շառավիղը ակոսի հատակի երկայնքով որոշվում է բանաձևով.
որտեղ է գլանափաթեթի տրամագիծը; և - տրամաչափի բարձրությունը և գլորման բացը. Եկեք հաշվարկենք առաջին անցումը.
Մենք բոլոր արժեքները հաշվարկում ենք նույն կերպ և մուտքագրում աղյուսակ: 8.1.
Դեֆորմացիայի գոտու լարվածության վիճակի գործակիցի որոշում.
Յուրաքանչյուր շարժակազմի համար դեֆորմացիայի գոտու լարվածության գործակիցը ժապավենի գլորման ժամանակ որոշվում է բանաձևով.
որտեղ է գործակիցը, որը հաշվի է առնում դեֆորմացիայի գոտու լայնության ազդեցությունը սթրեսային վիճակի վրա.
Գործակից՝ հաշվի առնելով աղբյուրի բարձրության ազդեցությունը;
Գործակից՝ հաշվի առնելով տրամաչափի գլորման ազդեցությունը.
Գործակիցը որոշվում է հետևյալ կախվածությամբ
Գործակիցը որոշվում է կախվածությամբ
որտեղ է տրամաչափի ձևի գործակիցը ոչ ձևավորված տրամաչափերի համար (քառակուսի, ռոմբ, օվալ, շրջան, վեցանկյուն և այլն);
Չափաչափի ձևի գործակիցը ձևավորված չափիչների համար:
Եկեք հաշվարկենք առաջին անցումը.
Պլաստիկ դեֆորմացիայի դիմադրության որոշում:
Յուրաքանչյուր գլանվածքի համար գլորված մետաղի պլաստիկ դեֆորմացման դիմադրությունը որոշվում է հետևյալ հաջորդականությամբ.
Եկեք որոշենք դեֆորմացիայի աստիճանը
Այնուհետև մենք որոշում ենք լարման արագությունը
որտեղ է շարժման արագությունը մմ/վրկ, վերցնում ենք սեղանից։ 5.1.
որոշվում է բանաձևով.
Եկեք հաշվարկենք առաջին անցումը.
Մենք մուտքագրում ենք բոլոր արժեքները աղյուսակում: 8.1.
Միջին ճնշման և շարժման ուժի որոշում:
Յուրաքանչյուր պտտվող անցուղու միջին պտտվող ճնշումը հետևյալն է.
Շարժման ուժ յուրաքանչյուր անցման համար
Եկեք հաշվարկենք առաջին անցումը.
Մենք մուտքագրում ենք բոլոր արժեքները աղյուսակ 8.1-ում
Աղյուսակ 8.1. Կալիբրացիոն աղյուսակ
|
Շարժակազմի համարը |
Մետաղական ջերմաստիճան |
Շփման գործակից, զ |
Կոնտակտային տարածք |
Սթրես գործոն պետություններ, |
|
Շարունակություն Աղյուսակ 8.1.
|
Շարժակազմի համարը |
Պլաստիկ դեֆորմացիայի դիմադրություն |
Միջին պտտվող ճնշում, |
Շարժման ուժ, P, kN |
Պտտվող պահ |
Power pro- rollers N, կՎտ |
|
9. Ռասնույնիսկ ոլորող մոմենտ և պտտվող հզորություն
Պտտվող պահը որոշվում է բանաձևով.
Նմանապես, մենք որոշում ենք իներցիայի պահը յուրաքանչյուր շարժակազմի համար և մուտքագրում ենք բոլոր հաշվարկների արդյունքները աղյուսակում:
Շարժման հզորության որոշում
Շարժման հզորությունը որոշվում է բանաձևով.
Առաջին շարժական անցման համար հաշվարկման օրինակ.
Նմանապես, մենք որոշում ենք հզորությունը յուրաքանչյուր անցման համար և մուտքագրում ենք բոլոր հաշվարկների արդյունքները Աղյուսակ 8.1-ում:
Տեղադրված է Allbest.ru-ում
Նմանատիպ փաստաթղթեր
Հետազոտելով ալիքի և չափիչի հայեցակարգը: Թիվ 16P գլանափաթեթների տրամաչափման հաշվարկը 500 աղացի վրա։ Կալիբրերի, առաջադրանքների և չափորոշման տարրերի դասակարգում: Ալիքների պտտման հիմնական մեթոդները.
դասընթացի աշխատանք, ավելացվել է 25.01.2013թ
Ջրաղացի հիմնական և օժանդակ սարքավորումների բնութագրերը 350. 50 մմ տրամագծով կլոր պրոֆիլների արտադրության համար գլանային տրամաչափման համակարգի ընտրություն. Չափագիտական աջակցություն գլանվածքի չափսերը չափելու համար: Արտադրամասի արտադրական հզորության հաշվարկ.
թեզ, ավելացվել է 24.10.2012թ
Պողպատի ընտրություն աշխատանքային մասերի, գլանման եղանակի, հիմնական և օժանդակ սարքավորումների, ամբարձիչ և տրանսպորտային միջոցների համար: Մինչև աշխատանքային մասերի գլորման և տաքացման տեխնոլոգիա. Գլանափաթեթների տրամաչափման հաշվարկ՝ կլոր պողպատի գլանման համար, ֆայլերի և ցեխերի համար:
դասընթացի աշխատանք, ավելացվել է 04/13/2012 թ
Տեխնիկական բնութագրերփոխադրման սարք. Ունիվերսալ և օժանդակ ստենդերներում գլորվող I-ճառագայթների գլանաչափման հաշվարկ: Գլանային փոխակրիչներ միջանկյալ, նախամշակման և հարդարման խմբերի աշխատանքային գծերի համար։ Գլորված I-beams- ի թերությունները.
թեզ, ավելացվել է 23.10.2014թ
Գլանափաթեթների աշխատանքային պայմանները և պահանջները, դրանց հիմնական գործառնական հատկությունները. Roll նյութը որպես օպտիմալացնող գործոն: Գլանափաթեթների մաշվածության և կոտրման նկատմամբ դիմադրությունը բարձրացնելու առաջադեմ միջոց: Ռուլետներ պատրաստելու հիմնական մեթոդները.
թեստ, ավելացվել է 08/17/2009
Մետաղի գլանման գործընթացի էությունը. Դեֆորմացիայի կետը և բռնման անկյունը գլորման ժամանակ: Գլանման գործարանների նախագծում և դասակարգում. Գլանափաթեթը և դրա տարրերը. Գլանվածքի արտադրության տեխնոլոգիայի հիմունքները. Արտադրության տեխնոլոգիա առանձին տեսակներվարձակալություն
վերացական, ավելացվել է 18.09.2010թ
Թիվ 2 հավասար եզր անկյունային պողպատի արտադրության տեխնոլոգիա։ Նախնական դատարկ և պատրաստի արտադրանքի տեխնիկական պահանջներ: Երկրաչափական հարաբերություններ անկյունային չափիչներում; գլանափաթեթի տրամաչափման հաշվարկման կարգը: Ընտրելով գործարանի տեսակը և դրա տեխնիկական բնութագրերը:
դասընթացի աշխատանք, ավելացվել է 18.01.2014թ
Գլանափաթեթներով մետաղի առավելագույն սեղմման հաշվարկը՝ ըստ մետաղի շրջագծի և հզորության պայմանների: Միջին սեղմում մեկ անցումով և անցումների քանակով: Գլանափաթեթի երկարությունը և գծելու հարաբերակցությունը մեկ անցման համար: Չափաչափերի չափերի որոշում և ուսումնասիրվող գլանափաթեթների էսքիզների կազմում:
դասընթացի աշխատանք, ավելացվել է 25.12.2010թ
Խողովակների համար կարգավորող փաստաթղթերի շրջանակը և պահանջները: Խողովակների արտադրության տեխնոլոգիա և սարքավորումներ. TPA-80 կրճատման գործարանի կառավարման ալգորիթմների մշակում: Ռեդուկտորական գլանափաթեթների գլանման և տրամաչափման հաշվարկ: Շարժման հզորության պարամետրեր.
թեզ, ավելացվել է 24.07.2010թ
Սառը գլանվածքի հայեցակարգը և կառուցվածքը, դրանց նպատակը և պահանջները: Դարբնոցային սարքավորումների և սկզբնական ձուլակտորների ընտրության չափանիշներ. Արտադրամասի տարածքների սարքավորումների բնութագրերը. Սառը գլանվածքի արտադրություն Օրմետո-Յումզում:
Օվալ-շրջանային համակարգ
Նկար 1.8 Մետաղի գլորման սխեման չափաչափ համակարգում
«օվալ-շրջան».
Համակարգը «օվալ-կող-օվալ» համակարգի հատուկ դեպք է և, անհրաժեշտության դեպքում, թույլ է տալիս ստեղծել տրամաչափման «ունիվերսալություն»՝ ապահովելով միջանկյալ աշխատանքային ստենդներից ստանդարտ տրամագծերի կլոր պրոֆիլների արտադրություն (մետաղը գլորելու ժամանակ): ջրաղացում), ինչը նվազեցնում է ջրաղացին փոխադրման ժամանակի աշխատանքը: Այնուամենայնիվ, գլանափաթեթների տրամաչափման համակարգերի «համընդհանուրությունը» որոշ չափով բարդացնում է մետաղի սեղմման ռեժիմի իրականացումը ջրաղացին, ինչը որոշ չափով կարող է վերագրվել համակարգի թերություններին: Մի շառավղով օվալի ցածր կայունությունը կլոր չափիչում կանխում է մետաղի գլորումը` պահպանելով մետաղի մասնակի «քաշման» բարձր արժեքները, իսկ մետաղի միջին «քաշի» արժեքը «օվալում»: -circle» համակարգը (): Չափիչ համակարգը որպես արտանետման համակարգ օգտագործելը ռացիոնալ չէ, թեև այն անփոխարինելի է որպես հարդարման համակարգ, որը հաջողությամբ իրականացվում է 350 OEMK գործարանում:
Պարզ ձևի տրամաչափի որոշ տարրեր ընդհանուր են բոլոր տեսակի տրամաչափերի համար:
Ռուլետների միջև եղած բացը (գլանման մանյակներ), .Գլորված մետաղից եկող ուժերի ազդեցության տակ գլանափաթեթների միջև հեռավորությունը մեծանում է կանգառի մասերի բացերի ընտրության և հենարանի առաձգական դեֆորմացիայի պատճառով: Միաժամանակ կբարձրանա տրամաչափի բարձրությունը։ Հետևաբար, չափիչի գծագիրը պետք է ցույց տա դրա ձևն ու չափերը ժապավենը գլորելու պահին, այսինքն՝ բացվածքի հետ միասին (Նկար 5.1):
Բացը թույլ է տալիս փոխել չափիչի բարձրությունը գլորման ընթացքում, դրանով իսկ փոխելով գլանվածքի պրոֆիլը: Մեծ բացվածքով մետաղի և գլանափաթեթների միջև շփման գոտին փոքր է, անցքի եզրագիծը փակ չէ, և, հետևաբար, գլանվածքի չափսերի և ձևի կատարումը վատթարանում է: Այդ իսկ պատճառով, հարդարման չափիչների բացերը պետք է նվազագույնի հասցվեն:
Բացքի չափը վերցվում է որպես գլանափաթեթների անվանական տրամագծի մասնաբաժին (Աղյուսակ 1.2.) կամ անցքի բարձրությունը (շերտի բարձրությունը):
Աղյուսակ 1.2. Նվազագույն բացերը գլանաձև մանյակների միջև
| Ջրաղաց 350 փոքր հատվածի (միջին հատվածի) և մետաղալարերի ստենդների խումբ | վանդակների թիվ | , մմ |
| Կոպիտ խումբ | |
|
| Ես միջանկյալ եմ | ||
| II միջանկյալ | ||
| Հարդարում | ||
| Հարդարման բլոկ | |


Նկար 1.9. Կառուցման սխեման և տրամաչափի բնորոշ տարրեր. ա – տրամաչափ ձևավորող երկրաչափական պատկեր և զույգ հարթ գլանափաթեթների մակերևույթների ուրվագիծը (այստեղ ուրվագծերը երկու ամուր բարակ գծեր են). բ – գլորել հոսքերը կորերով; գ – գլորված ժապավենի դիրքը և չափերը. դ - վերջնական տրամաչափի դիագրամ:
Տրամաչափի լայնությունըներկայացնում է գլանափաթեթի առանցքի նկատմամբ հորիզոնական բնորոշ չափս (այսուհետ՝ հորիզոնական և ուղղահայաց կնշանակվի գլանափաթեթի առանցքի նկատմամբ) երկրաչափական պատկերտրամաչափի ձևավորում (Նկար 1.9.):
Կալիբրի բարձրություն- տրամաչափը կազմող երկրաչափական գործչի բնորոշ ուղղահայաց չափը (Նկար 1.9.):
Չափիչի տեղադրման լայնությունը- սա երկրաչափական գործչի լայնությունն է, որը կազմում է տրամաչափը գլանափաթեթի մանյակի գծի հետ հատման մակարդակում (Նկար 1.9.):
Չափիչի սուզման խորությունը- սա գլանափաթեթի մանյակից մինչև չափիչի ստորին կետն է (Նկար 1.9.):
Կորության շառավիղները տրամաչափի ներքևի մասում և ուսերի երկայնքովսովորաբար արտահայտվում է տրամաչափի բարձրության կոտորակներով: Կորերը սահուն անցում են կատարում այն վայրերում, որտեղ կա տրամաչափի եզրագծի կտրուկ փոփոխություն կամ օձիք-տրամաչափի սահմանում (Նկար 1.9.): Գլանափաթեթների տարրերում լարվածության կոնցենտրացիաները նվազեցնելու համար անհրաժեշտ են կլորացումներ:
Օձիքի լայնությունըակոսների միջև (վերջնական եզր) – գլանափողի չկտրված մասի հորիզոնական չափը հարակից ակոսների միջև (վերջին չափիչի և գլանափաթեթի աշխատանքային մակերեսի եզրի միջև):
Օձիքի լայնությունը տրամաչափերի միջև.
Վերջնական եզր լայնությունը.
![]() , (1.4)
, (1.4)
որտեղ է գլանափողի երկարությունը (Հավելված 1)
Գլանափաթեթի վրա հոսանքների քանակը;
(1.4) արտահայտության մեջ երկու մեծություն տարբերվում է. Ստացված արժեքը պետք է բավարարի պայմանը (1.5): Այսպիսով, բացի կույտերի չափերը գտնելուց, ընտրվում է տակառի վրա հոսանքների քանակը։
Կալիբրի թողարկում. Գլանափաթեթներից ժապավենի ազատ ելքը առանց կծկելու ապահովելու համար հոսքի լայնությունը պետք է մեծանա ներքևից մինչև ակոսի կենտրոն: Հետևաբար տրամաչափի կողային պատերը պատրաստված են տրամաչափը կազմող երկրաչափական գործչի ուրվագծի համեմատ թեքված: Թեքության անկյան շոշափողը կոչվում է տրամաչափի արձակում: Երբեմն տրամաչափի ելքը արտահայտվում է որպես տոկոս:
Շերտի բարձրությունը -գլանափաթեթներից դուրս եկող շերտի ուղղահայաց բնորոշ չափը:
Գծի լայնությունը -գլանափաթեթներից դուրս եկող շերտի հորիզոնական բնորոշ չափը.
Շերտի թուլացումջրաչափի միակցիչում (Նկար 1.9) ցույց է տալիս գլանվածքի շերտի ուղղահայաց չափը, որը զերծ է գլանափաթեթների հետ շփումից:
Շերտի լայնությունը և բութությունը լրացուցիչ երկրաչափական հստակ պարամետրեր են, որոնք նկարագրում են տրամաչափի գլորման կարևոր բնութագիրը. տրամաչափի մետաղով լցնելու աստիճանը. Լրացման աստիճանը որոշվում է բանաձևով.