Ako sami vyvaľkať štvorec z kruhu. Mechanické inžinierstvo
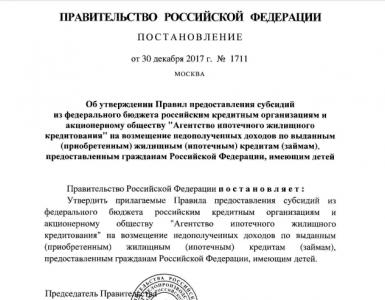
1,06
1,05
1,04
1,03
1,02
1,01
0 1,0 1,2 1,3 1,4 1,5 1,6 1,7 1,8 h/b
Obrázok 1.5 – Graf stability pásu pri valcovaní na hladkom sude ako funkcia h / b a ε
1) opísať technológiu výroby kvetov; postupnosť operácií; charakteristické parametre.
2) kresliť náčrty: výkvety, modely ingotov, bočné steny, deformácie rezov atď.
Kontrolné otázky
1 Čo je zahrnuté v hlavnej úlohe technologický postup valcovacia výroba?
2 Aká je technologická schéma výroby valcovaných výrobkov?
3 Čo je to polotovar výroby valcovania?
4 Ktoré poznáte technologické schémy výroba polotovarov a hotových výrobkov?
5 Aké technologické schémy na výrobu valcovaných výrobkov možno organizovať pomocou procesov kontinuálneho odlievania?
6 Čo je kalibrácia valca, mierka valca a valec hladkého valca?
7 Čo je maximálna redukcia a jej vplyv pri valcovaní?
8 Aký je uhol valcovania a jeho vplyv pri valcovaní?
9 Za akých podmienok sa lemovanie pásov vykonáva?
10 Ako sa určuje rozšírenie a predĺženie valcovaného pásu?
11 Čo je stabilita pásu a akým ukazovateľom sa vyznačuje?
Laboratórna práca č. 2. Štúdium metód kalibrácie valcov na valcovanie jednoduchých profilov
2.1 Účel diela
Oboznámte sa s meracími systémami na získanie okrúhlych a štvorcových profilov, osvojte si metódy na výpočet hlavných kalibračných parametrov.
2.2 Základné teoretické informácie
Kalibrácia je postup valcovania postupného radu prechodových úsekov valcovaných profilov. Kalibračné výpočty sa vykonávajú podľa dvoch schém: pozdĺž dráhy valcovania (od obrobku po konečný profil) a proti dráhe valcovania (od konečného profilu po obrobok). Podľa oboch schém je na výpočet a rozdelenie koeficientov deformácie medzi medzery potrebné poznať rozmery pôvodného obrobku.
Valcovanie profilov profilov začína v ťahacích priechodoch, t. j. priechodoch spojených v pároch a určených na ťahanie kovu. Rôzne krimpovanie a rysovacie meradlá, napríklad krabička, kosoštvorec, kosoštvorec, ovál, štvorec atď. (obrázok 2.1).
Zo všetkých krimpovacích (ťahových) meradiel je najbežnejšia schéma krabicového meracieho prístroja. Často sa stretávame s hladkým vzorom barel - box.
 |
krabica; b) – kosoštvorec – štvorec; c) – kosoštvorec – kosoštvorec; d) – oválny – štvorcový
Obrázok 2.1 – Schémy výfukových manometrov
Pri valcovaní ocele strednej a nízkej kvality sa široko používa vzor diamantového štvorca. Schéma geometricky podobných kosoštvorcovo-diamantových kalibrov, pri ktorých sa po každom prejazde zvitok otočí o 90°, sa používa pomerne zriedka. Valcovanie podľa tohto vzoru je menej stabilné ako u kosoštvorcového vzoru. Používa sa hlavne na valcovanie vysokokvalitných ocelí, kedy sa vykonávajú malé redukcie za podmienok plastickej deformácie s predĺžením do 1,3.
Oválno-štvorcový kresliaci vzor meradiel je jedným z najbežnejších a používaných na stredne, maloprofilových a drôtovniach. Jeho výhodou oproti iným schémam je systematická aktualizácia uhlov valcovania, čo pomáha dosiahnuť rovnakú teplotu na jeho priereze. Zvitok sa pri valcovaní v oválnych a štvorcových mierach chová stabilne. Systém sa vyznačuje veľkými kapotami, ale ich rozloženie v každom páre kalibrov je vždy nerovnomerné. Pri oválnom kalibri je kapucňa väčšia ako pri štvorcovom. Veľké kryty umožňujú znížiť počet prechodov, t.j. zvýšiť ekonomickú efektívnosť procesu.
Uvažujme o kalibrácii valcov pre niektoré jednoduché a tvarované profily sériovej výroby, napríklad valcovaním sa získavajú kruhové profily s priemerom 5 až 250 mm a viac.
Valcovanie kruhových profilov sa vykonáva podľa rôznych schém v závislosti od priemeru profilu, typu mlyna a valcovaného kovu. Spoločná pre všetky valcovacie schémy je prítomnosť oválneho meradla pred dokončením. Pred narezaním pásu do dokončovacej mierky sa pás otočí o 90°.
Typicky je tvar predfinišovacej mierky pravidelný ovál s pomerom osových dĺžok 1,4÷1,8. Tvar dokončovacieho meradla závisí od priemeru valcovaného kolesa. Pri valcovaní kruhu s priemerom do 30 mm predstavuje tvoriaca čiara dokončovacej mierky pravidelný kruh, pri valcovaní kruhu s väčším priemerom sa horizontálna veľkosť mierky berie o 1-2 % väčšia ako vertikálna. , keďže ich zmršťovanie teploty nie je rovnaké. Koeficient ťahania v dokončovacom kalibri sa rovná 1,075÷1,20. Okrúhle profily sa valcujú len v drôtoch v jednom prechode v poslednom – dokončovacom mierke.
Rozšírená je takzvaná univerzálna schéma na valcovanie okrúhleho pásu pomocou systému štvorcový-krok-rebro-oválny-kruh (obrázok 2.2). Pri valcovaní podľa tejto schémy je možné v širokom rozsahu upravovať rozmery pásu vychádzajúceho z rebrového kalibru. Okrúhle profily niekoľkých veľkostí môžu byť valcované v rovnakých kotúčoch, pričom sa mení iba dokončovacia miera. Okrem toho použitie univerzálnej valcovacej schémy zaisťuje dobré odstránenie vodného kameňa z pásu.

1 – štvorec; 2. krok; 3 – rebro; 4 – oválne; 5 – kruh
Obrázok 2.2 – Schéma valcovania kruhových profilov
Pri rolovaní okrúhly profil pomerne malé veľkostiČasto sa používa schéma štvorcového-oválneho-kruhového kalibru. Strana preddokončovacieho štvorca, ktorá výrazne ovplyvňuje výrobu dobrého okrúhleho profilu, sa považuje za stranu malých profilov rovnajúcu sa priemeru d , a pre profily stredných a veľkých rozmerov 1.1 d.
Pri výpočte kalibrácie valcov v kontinuálnych mlynoch je obzvlášť dôležité určiť priemery valcov. To umožňuje, aby sa proces valcovania uskutočňoval bez vytvárania slučky alebo nadmerného napätia pásu medzi stolicami.
V pravouhlých priechodoch sa priemer valcovania rovná priemeru valcov v spodnej časti priechodu. V kosoštvorcovej a štvorcovej - variabilné: maximum na konektore kalibru a minimum na vrchu kalibru. Obvodové rýchlosti rôznych bodov týchto kalibrov nie sú rovnaké. Pás opúšťa kaliber určitou priemernou rýchlosťou, ktorá zodpovedá priemeru valcovania, približne určenému priemernou zníženou výškou kalibru
font-size:14.0pt">V tomto prípade priemer valcovania
font-size:14.0pt">Kde D – vzdialenosť medzi osami valcov počas valcovania.
Najjednoduchší kalibračný výpočet je pre mlyny s pohonmi jednotlivých valcov. V tomto prípade sa určí celkový koeficient predĺženia
![]() ,
(10
)
,
(10
)
kde Fo ~ plocha prierezu pôvodného obrobku;
Fn - plocha prierezu valcovaného profilu.
Potom, berúc do úvahy vzťah ![]() rozdeľte kapucňu medzi klietky. Po určení priemeru valcov valcov dokončovacej stolice a pri zohľadnení požadovanej rýchlosti otáčania valcov tejto stolice vypočítajte kalibračnú konštantu:
rozdeľte kapucňu medzi klietky. Po určení priemeru valcov valcov dokončovacej stolice a pri zohľadnení požadovanej rýchlosti otáčania valcov tejto stolice vypočítajte kalibračnú konštantu:
font-size:14.0pt">kde F 1 ... Fn – prierezová plocha pásu v porastoch
1, ..., n; v 1 ,...vn – rýchlosť valcovania v týchto stojanoch.
Valcovací priemer valčekov pri vaľkaní v krabicovom rozchode
EN-US" style="font-size:14.0pt">2)
Kde k- výška kalibru.
Pri valcovaní v štvorcových rozchodoch
font-size:14.0pt"> (13)
Kde h - strana štvorca.
Potom sa z poklopov určia rozmery medziľahlých štvorcov a potom medziľahlých obdĺžnikov. Poznanie kalibračnej konštanty S, určiť frekvenciu otáčania valcov v každom stojane
n= C / FD1 (14 )
Štvorcové profily sú valcované so stranami v rozmedzí od 5 do 250 mm. Profil môže mať ostré alebo zaoblené rohy. Typicky sa štvorcový profil so stranou do 100 mm získa s nezaoblenými rohmi a so stranou nad 100 mm - so zaoblenými rohmi (polomer zaoblenia nepresahuje 0,15 strany štvorca). Najbežnejší systém valcovania je štvorcový-diamant-štvorec (obrázok 2.3). Podľa tejto schémy sa valcovanie v každom nasledujúcom kalibri vykonáva so skosením 90 °. Po otočení kusa vychádzajúceho z kosoštvorcového meradla bude jeho veľká uhlopriečka vertikálna, takže pásik bude mať tendenciu sa prevrátiť.

Obrázok 2.3 – Schéma valcovania štvorcového pásu.
Pri konštrukcii dokončovacieho štvorcového rozchodu sa jeho rozmery určujú s prihliadnutím na mínus toleranciu a zmršťovanie počas chladenia. Ak označíme stranu dokončovacieho profilu v studenom stave ako a1 a mínus tolerancia je ∆a a koeficient tepelnej rozťažnosti sa rovná 1,012÷1,015, potom strana dokončovacieho štvorcového obrysu
font-size:14.0pt">kde a sú strany štvorcového profilu v horúcom stave.
Pri valcovaní veľkých štvorcových profilov je teplota rohov obrobku vždy nižšia ako teplota hrán, takže rohy štvorca nie sú rovné. Aby sa to eliminovalo, uhly v hornej časti štvorcového meradla sú väčšie ako 90° (zvyčajne 90°30"). Pri tomto uhle je výška (vertikálna uhlopriečka) dokončovacieho meradla h = 1,41a a šírka (horizontálna uhlopriečka) b = 1,42a. Okraj pre rozšírenie pre štvorce so stranou do 20 mm sa považuje za 1,5 ÷ 2 mm a pre štvorce so stranou väčšou ako 20 mm 2 ÷ 4 mm. Odsávací kryt v dokončovacej úprave štvorcový rozchod sa považuje za 1,1÷1,15.
Pri výrobe štvorcových profilov s ostrými rohmi je podstatný tvar predúpravovej kosoštvorcovej mierky, najmä pri valcovaní štvorcov so stranou do 30 mm. Zvyčajný diamantový tvar neposkytuje štvorce so správne tvarovanými rohmi pozdĺž deliacej čiary kotúčov. Na odstránenie tohto nedostatku sa používajú predúpravové kosoštvorcové meradlá, ktorých horná časť má pravý uhol. Výpočet dimenzovania štvorcového profilu začína dokončovacím meradlom a potom sa určujú rozmery medziľahlých meradiel.
2.3 Metódy výpočtu kalibračných parametrov jednoduchých profilov
2.3.1 Valcovanie kruhového profilu s priemerom d = 16 mm
Pri výpočtoch použite údaje na obrázku 2.4 (časť 2.4).
1 Určite oblasť dokončovacieho profilu
qкр1 = πd2 / 4, mm2 (16)
2 Vyberte koeficient ťahania v dokončovacom kalibri µcr a celkový koeficient ťahania v okrúhlych a oválnych kalibroch µcr v rámci limitov µcr = 1,08 ÷ 1,11, µcr ov = 1,27 ÷ 1,30.
3 Určite plochu oválu predbežnej úpravy
qov2 = qcr1· µcr, mm2 (17)
4 Predpokladajme približne rozšírenie oválneho pásika v kruhovej mierke ∆b1 ~ (1,0 ÷ 1,2).
5 Rozmery predfinišovacieho oválu h2 = d - ∆b1, mm
b2 = 3q2/(2h2 + s2);
kde hĺbka rezu vo zvitkoch (obrázok 2.4) je hр2 = 6,2 mm. Preto by sa medzera medzi valcami mala rovnať s2 = h2 – 2 · 6,2 mm.
6 Určite plochu štvorca pred dokončením (3. meradlo)
q3 = qcr · µcr ov, mm2, teda strana štvorca c3 = √1,03 · q3, mm,
a výška kalibru h3 = 1,41 с3 – 0,82 r, mm (r = 2,5 mm), potom podľa obrázku 2.4 určíme hĺbku zasunutia 3. kalibru do roliek hр3 = 9,35 mm, teda medzera v 3. kaliber s3 = h3 – 2 · hр3, mm.
∆b2 = 0,4 √ (c3 – hov avg)Rks · (c3 – hov avg) / c3, mm/ (18)
kde hov av = q2 / b2; Rks = 0,5 (D – hov avg); D – priemer frézy (100÷150 mm).
Skontrolujte plnenie predfinišovacieho oválneho meradla. V prípade pretečenia by sa mal použiť nižší pomer ťahu a veľkosť predfinišovacieho štvorca sa zmenší.
8 Skontrolujte celkový ťah medzi obrobkom so stranou C0 a štvorcom C3 a rozdeľte ho medzi oválne a štvorcové mierky:
µ = µ4 ov · µ3 kv = CO2/s32 (19)
Tento celkový ponor rozdeľujeme medzi oválne a štvorcové kalibre tak, aby ponor v oválnom kalibri bol väčší ako v štvorcovom:
µ4 = 1 + 1,5 (µ3 – 1); µ3 = (0,5 + √0,25 + 6µ) / 3 (20)
9 Určite plochu oválu
q4 = q3 µ3, mm2 (21)
Výška oválu h4 je určená tak, že pri valcovaní v štvorcovom rozchode je priestor na rozšírenie, potom:
H4 = 1,41 s3 – s3 – ∆b3, mm (22)
Veľkosť rozšírenia ∆b3 možno určiť z grafov uvedených v učebnici „Calibration of rolling rolls“, 1971.
Priemer laboratórneho mlyna je malý, takže expanzia by sa mala znížiť pomocou extrapolácie.
B 4 = 3 q 4 / (2 h 4 – s 4), mm (23)
kde s4 = h 4 – 2 h čas 4, mm; hvr4 = 7,05 mm.
10 Určite rozšírenie v 4. oválnom meradle (ako v bode 7)
font-weight:normal"> ∆b4 = 0,4 √ (C0 – h4 ov avg) Rks · (C0 – h4 ov avg) / C0, mm (24)
Skontrolujeme plnenie 4. oválneho meradla. Výsledky zhrnieme v tabuľke 2.1, kde sa ukazuje, že pre 1. priechod štvorcového obrobku so stranou C0 je potrebný 4. oválny meradlo, t.j. vyššie sme začali výpočet od posledného 4. priechodu (konečný alebo požadovaný profilový rez) vykonávané v kalibri 1. role.
2.3.2 Valcovanie štvorcového profilu so stranou c = 14 mm
Vo výpočtoch sa zameriavame aj na údaje na obrázku 2.4 (časť 2.4).
1 Určite oblasť dokončovacieho (finálneho) profilu
Q1 = c12, mm2 (25)
2 Vyberte koeficient ťahania v dokončovacom štvorcovom kalibri a celkový koeficient ťahania v štvorcových a predfinišovacích kosoštvorcových kalibroch, t.j. µkv = 1,08 ÷ 1,11; µsq · µр = 1,25 ÷ 1,27.
3 Určite plochu kosoštvorca pred dokončením
Q2 = q1 µkv, mm2 (26)
4 Rozšírenie kosoštvorcového pruhu v štvorcovom merítku odhadnite tak, aby sa rovnalo ∆b1 = 1,0 ÷ 1,5
5 Určite rozmery predúpravového diamantu
H2 = 1,41 s – ∆b1, mm b2 = 2 q2 / h2, mm. (27)
Hĺbka rezu vo zvitkoch pre tento kaliber podľa obrázku 2.1 hр2 = 7,8 mm, teda medzera s2 = h2 – 2 hр2, mm.
6 Určite plochu štvorca pred dokončením
h3 = qkv · µkv p, mm2 odkiaľ strana štvorca c3 = √1,03 · q3
2.4 Požadované vybavenie, nástroje a materiály
Práca sa vykonáva na laboratórnom mlyne s kalibrovanými valcami, aké sú znázornené na obrázku 2.4. Ako prírezy pre okrúhle aj štvorcové valcované profily sa používajú prírezy so štvorcovým prierezom. Táto laboratórna práca má v zásade výpočtový charakter a končí vypĺňaním tabuliek 2.1 a 2.2.

Obrázok 2.4 – Kalibrácia valcov pre okrúhle a štvorcové profily
Tabuľka 2.1 – Kalibrácia kruhového profilu ø 16 mm
Číslo preukazu | Číslo kalibru |
Tvar kalibru | Rozmery kalibru, mm | Rozmery pásu, mm |
||||||||||
hvr | b | s | h | b | s (d) |
|||||||||
Štvorcový prázdny |
||||||||||||||
Oválny | 7,05 | |||||||||||||
Podstata vynálezu: koncová mierka je symetrická vzhľadom na horizontálnu rovinu konektora a každá časť mierky je tvorená tromi kruhovými oblúkmi rovnakého polomeru, pričom stredový oblúk je obmedzený uhlom 26 - 32 °, a stredy bočných oblúkov sú posunuté za os symetrie prúdov o 0,007 - 0,08 polomeru oblúka. 1 chorý.
Vynález sa týka tvárnenia kovov a je určený na použitie predovšetkým v metalurgii železa, ako aj v strojárstve. Účelom vynálezu je zjednodušiť nastavovanie kalibru a zvýšiť výťažnosť. Výkres schematicky znázorňuje dokončovacie meradlo na valcovanie kruhovej ocele. Navrhovaná dokončovacia miera na valcovanie kruhovej ocele obsahuje dva prúdy 1 a 2, symetrické vzhľadom na horizontálnu os X a vertikálnu os Y. Každý z týchto prúdov má tri sekcie 3, 4 a 5, tvorené oblúkmi AB, BC, CD , A"B" , B"C" a C"D" rovnakého polomeru R. Stredové oblúky BC a B"C" sú ohraničené uhlom 26-32° a vyznačené polomerom R z priesečníka osí X a Y kalibru. Bočné oblúky AB, A"B" a CD, C"D" sú tiež načrtnuté s polomerom R, ale od stredov posunutých za vertikálnu os symetrie Y kalibru v smere opačnom k týmto oblúkom. Oblúky AB a CD sú nakreslené zo stredov O 2 a O 1 a oblúky A "B" a C "D zo stredov O 3 a O 4. Veľkosť posunutia stredov za vertikálnu os symetrie Y sa rovná polovici tolerančný rozsah pre hotový profil. Meradlo je vybavené vypúšťadlami (vybudované s "prehnutím") 6. Stavajú sa podľa známych metód, ťahaním z bodov A, D a A"D", dotyčníc k oblúkom A 1 AB, CDD 1 a A 1 A"B", C"D"D 1. Horné a spodné drážky sú inštalované s medzerou veľkosti S. Počas prevádzky valcovacej trate pred valcovaním v novom dokončovacom priechode je medzera veľ. S sa nastaví tak, aby výška priechodu zodpovedala minimálnej prípustnej hodnote veľkosti priemeru kruhu. Potom sa vykoná valcovanie. Počas procesu valcovania, keď sa drážky meradla opotrebúvajú, upravujú ho. v prípade je kritériom „ovalita“ profilu. Valcovanie sa vykonáva v mierke, kým sa neopotrebuje po šírke zodpovedajúcej maximálnej prípustnej veľkosti priemeru kruhu pozdĺž šírky mierky (os X). V dôsledku zvýšeného opotrebovania drážok v sekciách 4 a 5 sa dosiahne maximálny priemer hotového profilu v príslušných sekciách takmer súčasne s príslušnými rozmermi pozdĺž osi X. zároveň sa veľkosť hotového výrobku vertikálne (pozdĺž osi Y) ľahko upraví zmenou veľkosti medzery S. Keď rozmery stredových oblúkov 1 prekročia limity špecifikované v nárokoch, pozitívny efekt jeho využitie klesá, je to vidieť z tabuľky, ktorá prezentuje výsledky valcovania kruhu 1600 mm. Ako ukazujú experimentálne údaje o valcovaní, v dôsledku použitia nárokovanej dokončovacej mierky na valcovanie kruhovej ocele sa úber kovu z dokončovacej mierky zvýšil o 38 %, výťažnosť druhých tried sa znížila o 60 %. valcovanie kruhovej ocele je nepochybný záujem o Národné hospodárstvo, pretože zníži spotrebu kovov: výrazne zvýši produktivitu práce minimálne o 12 % skrátením času na prekládku.
Nárokovať
DOKONČOVACIA MERAČKA PRE VALOVANIE OKRUHOVEJ OCELE, tvorená dvoma prúdmi symetrickými vzhľadom na vodorovnú deliacu rovinu, ohraničenou kruhovými oblúkmi, vyznačujúca sa tým, že na zjednodušenie nastavenia obrysu a zvýšenie výťažnosti je každý z prúdov tvorený tromi oblúky rovnakého polomeru, pričom stredy bočných oblúkov sú posunuté za vertikálnu os symetrie prúdov o 0,007 0,08 tohto polomeru a stredový oblúk je obmedzený uhlom 26 32 o.
VÝKRESY
,MM4A - Predčasné ukončenie patentu alebo patentu ZSSR Ruská federácia za vynález z dôvodu nezaplatenia pevný čas poplatky za udržiavanie patentov
Ploché výrobky (plechy, pásy) sa zvyčajne valcujú v hladkých valcových kotúčoch. Uvedená hrúbka valcovania sa dosiahne zmenšením medzery medzi valcami. Valcovanie dlhých úsekov sa vykonáva v kalibrovaných valcoch, t.j. valce s prstencovými drážkami zodpovedajúcimi konfigurácii valcovania postupne od obrobku po hotový profil.
Prstencový výrez v jednom valci sa nazýva drážka a medzera medzi dvoma drážkami v páre valcov umiestnených nad sebou, berúc do úvahy medzeru medzi nimi, sa nazýva kaliber (obr. 8.1).
Typicky sa ako východiskový materiál používa štvorcový alebo obdĺžnikový polotovar. Kalibračná úloha zahŕňa určenie tvaru, veľkosti a počtu medziľahlých (prechodových) úsekov valcovaného výrobku od obrobku po hotový profil, ako aj poradie usporiadania meradiel vo valcoch. Valcová kalibrácia je systém sekvenčne umiestnených kalibrov, ktoré zabezpečujú výrobu valcovaných výrobkov daného tvaru a veľkosti.
Hranica tokov na oboch stranách sa nazýva zásuvka alebo meracia medzera. Je to 0,5...1,0 % priemeru kotúča. Medzera slúži na kompenzáciu elastických deformácií prvkov pracovnej klietky, ktoré sa vyskytujú pod vplyvom valivej sily (tzv. spätný ráz, klietková pružina). Súčasne sa medziosová vzdialenosť zväčšuje zo zlomkov milimetra na fóliových valcoch na 5...10 mm na krimpovacích strojoch. Preto sa pri nastavovaní medzera medzi valcami zmenší o veľkosť spätného rázu.

Sklon bočných plôch kalibru smerom k vertikále sa nazýva uvoľnenie kalibru. Prítomnosť sklonu uľahčuje centrovanie valcovaného výrobku v priechode, uľahčuje jeho priamy výstup z valcov, vytvára priestor na rozšírenie kovu a poskytuje možnosť obnovenia priechodu pri prebrusovaní (obr. 8.2). Množstvo uvoľnenia je určené pomerom horizontálneho priemetu bočného čela kalibru k výške prúdu a je vyjadrené v percentách. Pre krabicové meradlá je výkon 10...25%, pre hrubé tvarové meradlá - 5...10%, pre dokončovacie meradlá - 1,0...1,5%.

IN- šírka meradla pri konektore, b- šírka kalibru v hĺbke prúdu, h do- výška kalibru, h r- výška toku, S- rozchodová medzera.
Vzdialenosť medzi osami dvoch susedných valcov sa nazýva stredný alebo počiatočný priemer valcov - Dc, t.j. toto sú pomyselné priemery valcov, ktorých kruhy sú v kontakte pozdĺž tvoriacej čiary. Pojem stredného priemeru zahŕňa medzeru medzi valcami.
Stredová čiara valcov je vodorovná čiara deliaca v polovici vzdialenosti medzi osami dvoch valcov, t.j. toto je línia kontaktu pomyselných kruhov dvoch valcov rovnakého priemeru.

Neutrálna línia kalibru - pre symetrické kalibre je to horizontálna os symetrie; pre asymetrické kalibre sa neutrálna čiara nájde analyticky, napríklad nájdením ťažiska. Vodorovná čiara prechádzajúca cez ňu rozdeľuje oblasť kalibru na polovicu (obr. 8.3). Neutrálna čiara meradla určuje polohu rolovacej čiary (osi).
Valivý (pracovný) priemer valcov je priemer valcov pozdĺž pracovnej plochy kalibru: ![]() . V kalibroch so zakriveným alebo lomeným povrchom sa priemer valenia určuje ako rozdiel a kde je priemerná výška rovná pomeru, je plocha kalibru (obr. 8.4).
. V kalibroch so zakriveným alebo lomeným povrchom sa priemer valenia určuje ako rozdiel a kde je priemerná výška rovná pomeru, je plocha kalibru (obr. 8.4).
Ideálnou možnosťou sa zdá byť, keď je neutrálna čiara kalibru umiestnená na stredovej čiare, t.j. zhodujú sa. Potom je súčet momentov síl pôsobiacich na pás z horného a spodného valca rovnaký. Pri tomto usporiadaní by mal pás vystupovať z kotúčov striktne horizontálne pozdĺž osi valcovania. V skutočnom procese valcovania sú podmienky na kontaktných povrchoch kovu s hornými a spodnými valcami odlišné a predný koniec pásu sa môže neočakávane pohybovať nahor alebo nadol. Aby sa predišlo takejto situácii, pás je nútený ohýbať sa častejšie dole na vedenie. Najjednoduchší spôsob, ako to urobiť, je kvôli rozdielu v priemeroch valcov, ktorý sa nazýva tlak a vyjadruje sa v milimetroch - DD, mm. Ak , existuje horný tlak, ak - nižší tlak.
V tomto prípade sa neutrálna čiara meradla posunie so stredovou čiarou o hodnotu X(pozri obr. 8.1) a ![]() , A
, A ![]() . Odčítaním druhej rovnosti od prvej dostaneme . Kde . Vedieť a ľahko určiť počiatočné a .
. Odčítaním druhej rovnosti od prvej dostaneme . Kde . Vedieť a ľahko určiť počiatočné a .
Napríklad mm a mm. Potom ![]() mm a mm.
mm a mm.
Typicky sa na sekciových mlynoch používa horný tlak približne 1 %. Na výkvety sa zvyčajne používa nižší tlak 10...15 mm.
V kotúčoch sú kalibre od seba oddelené obojkami. Aby sa zabránilo koncentrácii napätia v kotúčoch a kotúčoch, okraje mierok a prstencov sú spojené s polomermi. Hlboko v potoku ![]() a na konektore
a na konektore ![]() .
.
8.2 Klasifikácia kalibrov

Kalibre sa klasifikujú podľa niekoľkých kritérií: podľa účelu, podľa tvaru, podľa umiestnenia v kotúčoch.
Podľa účelu sa rozlišujú meradlá na krimpovacie (vyťahovacie), hrubovacie (prípravné), preddokončovacie a dokončovacie (dokončovacie).
Krimpovacie meradlá sa používajú na vytiahnutie valcovaného materiálu zmenšením jeho prierezovej plochy, zvyčajne bez zmeny jeho tvaru. Patria sem krabica (obdĺžniková a štvorcová), lancetová, kosoštvorcová, oválna a štvorcová (obr. 8.5).
Hrubovacie meradlá sú navrhnuté tak, aby vytiahli valcovaný materiál a súčasne vytvorili prierez bližšie k tvaru hotového profilu.
Predfinišovacie meradlá bezprostredne predchádzajú dokončovacie meradlá a rozhodujúcim spôsobom určujú výrobu hotového profilu daného tvaru a veľkosti.
Dokončovacie meradlá dávajú konečný tvar a rozmery profilu v súlade s požiadavkami GOST, berúc do úvahy tepelné zmršťovanie.
Kalibre sa na základe tvaru delia na jednoduché a zložité (tvarované). Medzi jednoduché meradlá patria obdĺžnikové, štvorcové, oválne atď., medzi tvarové meradlá patria rohové, nosníkové, koľajnicové atď.
Podľa umiestnenia v radoch Existujú uzavreté a otvorené kalibre. Medzi otvorené kalibre patria tie, v ktorých sú konektory umiestnené vo vnútri kalibru a samotný kaliber je tvorený prúdmi narezanými do oboch roliek (pozri obr. 8.5).

Medzi uzavreté kalibre patria tie, pri ktorých sú konektory umiestnené mimo kalibru a samotný kaliber je tvorený vrúbkovaním v jednej rolke a výstupkom v druhej (obr. 8.6).
V závislosti od rozmerov profilovej časti, priemeru valcov, typu frézy atď. sa používajú meradlá na ťahanie v rôznych kombináciách. Takéto kombinácie sa nazývajú kalibrové systémy.
8.3 Systémy ťažných meradiel
Systém skriňových (obdĺžnikových) kalibrov sa používa najmä pri valcovaní pravouhlých a štvorcových predvalkov so stranou prierezu nad 150 mm na predvalovacích, krimpovacích a priebežných valcovacích stolicách, v predhrubovacích stolicách. sekciové mlyny(obr. 8.7). Výhody systému sú:
- 
možnosť použitia rovnakého meradla na valcovanie obrobkov rôznych počiatočných a konečných sekcií. Zmenou polohy horného valčeka sa menia rozmery kalibru (obr. 8.8);
Relatívne malá hĺbka zárezu potoka;
Dobré podmienky na odstránenie vodného kameňa z bočných plôch;
Rovnomerná deformácia po celej šírke obrobku.
Nevýhody tohto systému meradiel zahŕňajú nemožnosť získať obrobky správneho geometrického tvaru v dôsledku prítomnosti sklonov na bočných plochách meradiel, relatívne nízke pomery ťahania (do 1,3) a jednostrannú deformáciu valca.

Systém kosoštvorcový štvorec (pozri obr. 8.7-c) sa používa v predvalcových a predhrubovacích stoliciach profilových valcov ako prechod od systému skriňového kalibru na výrobu obrobkov so štvorcovou stranou menšou ako 150 mm. Výhodou systému je schopnosť získať štvorce správneho geometrického tvaru, výrazné jednorazové kapucne (až 1,6). Nevýhodou systému sú hlboké rezy do roliek, zhoda rebier kosoštvorca a štvorca, čo prispieva k ich rýchlemu ochladzovaniu.
Štvorcový-oválny systém (pozri obr. 8.7-d) je výhodný na získanie obrobku so stranou prierezu menšou ako 75 mm. Používa sa v hrubovacích a dokončovacích stojanoch profilových fréz. Poskytuje ťahy až 1,8 na prejazd, malý prienik oválneho kalibru do valcov, systematickú aktualizáciu uhlov valcovania, čo prispieva k rovnomernejšiemu rozloženiu teploty a stabilitu valcov v kalibroch.
Okrem vyššie uvedených sa používajú systémy kosoštvorec-kosoštvorec, ovál-kruh, ovál-ovál atď.
8.4 Kalibračné schémy pre jednoduché profily (štvorcové a okrúhle)
Hrubé valcové meradlá na valcovanie štvorcových profilov môžu byť vyrobené v akomkoľvek systéme, ale posledné tri meradlá sú prednostne v systéme kosoštvorec-štvorec. Uhol vo vrchole kosoštvorca sa považuje za až 120 0. Niekedy, aby sa lepšie naplnili rohy štvorca, je uhol na samom vrchole kosoštvorca zmenšený na priamku.
Pri valcovaní štvorcov so stranou do 25 mm je dokončovacia miera vytvorená vo forme geometricky pravidelného štvorca a so stranou nad 25 mm sa horizontálna uhlopriečka považuje za o 1...2 % väčšia ako vertikála. jeden kvôli teplotnému rozdielu.
Hrubovacie priechody pre valcovanie kruhových profilov sa tiež vykonávajú v akomkoľvek systéme a posledné tri priechody sa vykonávajú v systéme štvorec-ovál-kruh. Strana preddokončovacieho štvorca pre malé kruhy sa rovná priemeru dokončovacieho kruhu a pre stredné veľkosti - 1,1-násobok priemeru kruhu.

Dokončovacie meradlá pre kruhy s priemerom menším ako 25 m sa vyrábajú vo forme geometricky pravidelného kruhu a pre kruhy s priemerom nad 25 mm sa horizontálna os používa o 1...2% viac ako zvislá. jeden. Niekedy sa namiesto oválu tvoreného jedným polomerom používa plochý ovál pre väčšiu stabilitu zvitku v okrúhlom rozchode.
Obrázok 8.9 ukazuje diagramy kalibrácie valcov valcovacej stolice 500, ktoré znázorňujú vyššie uvedené systémy meradiel na hrubovacích stolicách, kalibráciu štvorcových, kruhových a iných profilov.
8.5 Vlastnosti kalibrácie prírubových profilov
![]() ,
,
Kde a d- veľkosť dokončovacieho profilu pri teplote konca valcovania,
a x- štandardná veľkosť profilu;
Áno- tolerancia mínus veľkosti a x;
Komu- koeficient tepelnej rozťažnosti (zmršťovania) rovný 1,012...1,015.
Pri veľkých profiloch, pri ktorých tolerancia zjavne presahuje hodnotu tepelného zmrštenia, sa kalibračný výpočet vykonáva na studenom profile.
3. Pre dosiahnutie maximálnej produktivity sa hrubovacie priechody počítajú s prihliadnutím na maximálne uhly zovretia s následným objasnením o sile valcov, výkone motora atď. Pri dokončovacích a preddokončovacích priechodoch sa režim redukcie určuje na základe potreba dosiahnuť čo najvyššiu presnosť profilu a nízke opotrebenie valcov, t.j. pri nízkych pomeroch predĺženia. Zvyčajne v jemných kalibroch m= 1,05…1,15, v predfinišovaní m = 1,15…1,25.
Celkový počet priechodov pri valcovaní na reverzných valcoch, v trojitých stoliciach a na valcovacích strojoch lineárneho typu musí byť nepárny, aby posledný priechod bol v smere dopredu.
Valcovanie na navrhnutom odlievacom a valcovacom module s planétovou priečnou valcovňou sa uskutočňuje v 13 stoliciach, ktoré, ako je znázornené na obr. 7, sú konvenčne označené v nasledujúce skupiny: krimpovanie (vo forme planétového stojana), hrubovanie (6 stojanov), medziľahlé (4 stojany) a 2 dokončovacie skupiny (po 2 stojanoch).
V planétovej krimpovacej stolici s priečnymi valcami sa valcovanie uskutočňuje z kruhového liateho predvalku na kruhový valcovaný predvalok s vysokým stupňom deformácie.
Následne sa vykoná valcovanie vysoko presnej kruhovej vysokopevnostnej legovanej ocele s priemerom 18 mm nasledovne.
V hrubovacej skupine stojanov sa valcovanie z kruhového predvalku do oválneho profilu vykonáva pomocou jedného zo systémov kalibrácie výfuku- oválny - rebrovaný oválny systém, ktorý je najvhodnejší na výrobu veľmi presných kruhových profilov z vysokopevnostných legovaných ocelí.
Nevyhnutný prechod na kosoštvorcový a štvorcový tvar zvitku s následným pozdĺžnym delením sa vykonáva v špeciálnych meradlách prípravnej skupiny stojanov podľa odporúčaní a metód.
A nakoniec, v dokončovacích skupinách valcovacích stolíc sa každý závit deleného valcovaného materiálu vyrába podľa systému štvorcový-ovál-kruh, ktorý je široko používaný na premenu štvorcového profilu na kruhový (na valcovanie kruhovej ocele malého prierezu .
Kalibrácia kruhovej ocele s priemerom 18 mm sa počíta proti valcovaciemu zdvihu.
Výpočet kalibrov dokončovacej skupiny mlynských stojanov. Na valcovanie kruhovej ocele sa používa niekoľko kalibračných schém, ktoré sa používajú v závislosti od veľkosti profilu, kvality ocele, typu valcovacej stolice a jej rozsahu, ako aj iných podmienok valcovania. Vo všetkých prípadoch je však predbežným meradlom buď bežný ovál s jedným polomerom alebo plochý ovál. Vo väčšej miere sa však používajú predfinišovacie jednopolomerové oválne meradlá s osovým pomerom = 1,5 a pre dobrú stabilitu v kruhovom meradle musí mať oválny profil výraznú tuposť. Prípravné meradlo je oddeľovacie meradlo vytvárajúce dva diagonálne valce.
Pre všetky spôsoby dokončovacieho valcovania okrúhle meradlo vykonávané s uvoľnením „camber“, aby sa zabránilo pretečeniu kalibru a získal sa správny kruhový profil. Konštrukcia takéhoto kruhového meradla je znázornená na obr. 14.
Obr. 14.
Pri navrhovaní dokončovacieho kruhového meradla je potrebné vziať do úvahy tepelnú rozťažnosť kovu a tolerancie odchýlok v rozmeroch hotového profilu.
Konštrukcia kruhového meradla sa uskutočňuje nasledovne. Na kružnici priemeru lúče ťahané od stredu kalibru pod uhlom k horizontálnej osi určujú body, v ktorých sa strany kalibru začínajú uvoľňovať a určujú šírku kalibru.
Na výpočet priemeru profilu v horúcom stave v dokončovacej stolici frézy (stojan 13) sa používa výraz
=(1.0121.015)(+) (1)
kde je priemer profilu v studenom stave;
Mínusová tolerancia
Výpočet vykonáme pri valcovaní legovanej ocele 30KhGSA do vysoko presného okrúhleho profilu. A potom podľa GOST 2590-88 budú tolerancie: +0,1 mm a -0,3 mm a priemer profilu v horúcom stave bude
1,013 (18-) = 18,1 mm.
Šírka dokončovacieho meradla (podľa obr. 14) bude
Kde je uhol uvoľnenia, ktorý sa v praxi pre priemery kruhovej ocele 10-30 mm berie ako 26,5
A potom = = 20,22 mm.
Medzera medzi objímkami kalibru - S sa volí v rozsahu (0,080,15) a potom,
S = 0,111,81 = 2,0 mm.
Priesečníky línií voľného priestoru S s líniou uvoľnenia určujú šírku rezu prúdu, ktorý je definovaný ako
Nahradením hodnôt, ktoré získame
20,22 - = 18,22 mm. (3)
Zaoblenie ramien sa vykonáva s polomerom
= (0,08 - 0,10) a potom
0,008518,1 = 1,5 mm.
Profil bude okrúhly, ak šírka =. V tomto prípade bude stupeň plnenia kalibru
Správne vyrobený okrúhly profil v cieľovom rozchode 13. stanovišťa bude mať prierezovú plochu
Dokončovacia skupina stojanov má obe skupiny stojanov s menovitým priemerom valca 250 mm, s dokončovacím (13.) - vodorovné valce a preddokončovacím (12.) - zvislé valce.
Takže cieľová (13.) stolica má okrúhly rozchod, predfinišovacia (12.) stolica má jednopolomerový oválny rozchod a prípravná stolica (11.) je deliaci dvojitý diagonálny štvorec.
Menovitý priemer kotúčov 11. stojana, už zahrnutý v prípravná skupina stojany sú 330 mm.
Valce dokončovacej a predfinišovacej skupiny stojanov sú vyrobené z bielenej liatiny. Rýchlosť valcovania vysoko presných kruhových profilov vyrobených z vysokopevných legovaných ocelí v dokončovacej stolici valcovne sa predpokladá okolo 8 . Teplota valcovania 950°C.
Na určenie koeficientu kreslenia v dokončovacom kalibri môžete použiť vzorec, ktorý má tvar
1.12+0.0004 (6)
Kde - zodpovedá priemeru dokončovacej mierky v horúcom stave, t.j. =
1.12=0.0004 1.81 = 1.127
Rozšírenie v cieľovom kruhu je určené vzorcom, ktorý má tvar
?= (7)
Kde D je menovitý priemer valcov, mm.
1,81 = 2,3 mm.
Ako predfinišovacie meradlo možno použiť jednoduché jednoradové oválne meradlo, ktorého konštrukcia je znázornená na obr. 15

Obr. 15.
Pri konštrukcii meradla sa rozmery výšky oválneho meradla a šírky určujú v súlade s režimom kompresie prijatým pri výpočte kalibrácie. Praktické kalibrácie využívajú ovály s pomermi strán
Predbežná úprava oválnej plochy
257.3 1.127=290. (8)
Hrúbka predúpravového oválu = sa určuje ako
18,1-2,3 = 15,8 mm. (9)
Šírka dokončovacieho oválu
26,2 mm. (10)
Kompresia v dokončovacom meradle
26,2-18,1 = 8,1 mm. (jedenásť)
Uhol záberu v dokončovacom meradle
Arccos(1-)=arccos(1-)=15°19" (12)
Prípustný uhol uchopenia je možné určiť pomocou metódy zohľadňujúcej hodnoty koeficientov pre schému valcovania oválneho kruhu podľa vzorca
kde v je rýchlosť valcovania, ;
Koeficient zohľadňujúci stav povrchu valca (pre liatinové valce =10);
M - koeficient zohľadňujúci triedu valcovanej ocele (pre legovanú oceľ M=1,4);
t je teplota valcovaného pásu, a;
Stupeň plnenia predchádzajúceho kalibru počas valcovania;
Kb; ; ;; ; ; - hodnoty koeficientov určené pre rôzne schémy valcovania (kalibre ťahu) sú určené z tabuľky; pre systém oválny kruh (=1,25; =27,74; =2,3; =0,44; =2,15; =19,8; =3,98).
Predpokladajme stupeň naplnenia predfinišovacieho oválneho meradla = 0,9
A potom bude maximálna prípustná hodnota uhla uchopenia v cieľovom mieri
Pretože<, условия захвата в чистовом калибре обеспечивается.
Pomer osí oválneho profilu špecifikovaný v dokončovacej mierke je
Ak je stupeň naplnenia predfinišovacieho oválneho meradla = 0,9, zistíme šírku predfinišového oválneho meradla
29,1 mm. (15)
Faktor tvaru kalibru je definovaný ako
Polomer obrysu prúdu oválneho kalibru
17,4 mm. (16)
Stanovme prípustný pomer osí oválneho pásu podľa podmienky jeho stability v kruhovom rozchode metódou podľa vzorca
Kde: ; ; ; ; ; - hodnoty koeficientov určené pre schému valcovania oválneho kruhu, určené z tabuľky (
Keďže podmienky stability profilu sú splnené.
Medzera S pozdĺž objímok oválneho kalibru je akceptovaná podľa limitov (0,15-0,2)
S = 0,16 = 0,16 15,8 = 2,5 mm. (18)
Polomer zaoblených rohov v oválnom rozchode = (0,1-0,4).
Tupenie oválneho kalibru v praxi je najčastejšie
0,2 15,8 = 3,2 mm (20)
Plochu prierezu jedného z prípravných štvorcov v dvojitom deliacom rozchode 11. porastu je možné určiť ako pri bežnom diagonálnom štvorcovom rozchode.
A potom bude jeho plocha rovnaká
Koeficient predĺženia prípravného štvorca v oválnom rozchode 12. porastu možno určiť podľa odporúčaní metódy. Preto sa podľa tejto metódy odporúča určiť celkový súčiniteľ predĺženia pri valcovaní štvorca v oválnom a okrúhlom meradle z grafu v závislosti od priemeru výslednej kruhovej ocele. Pre daný priemer kruhovej ocele rovnajúci sa 18 mm bude celkový koeficient predĺženia = 1,41. A odvtedy
Plocha daného štvorca bude určená vzorcom (21) a bude
290 1.25=362 .
Konštrukcia štandardného diagonálneho štvorcového rozchodu je na obr.16

Ryža. 16.
Vrcholový uhol by mal byť 90° a =. Stupeň naplnenia štvorcového meradla sa odporúča 0,9. Dá sa to priblížiť
A potom bude strana štvorcového kalibru - c
19,2 mm. (25)
Polomer zakrivenia hornej časti štvorcového obrysu je definovaný ako
= (0,1 h 0,2) = 0,105 19,2 = 2 mm (26)
Zaokrúhľovanie vzbury sa vykonáva s polomerom, ktorý je definovaný ako
= (0,10 h 0,15) = (0,10 h 0,15) = 0,11 19,2 = 3 mm. (27)
Výška profilu vychádzajúceho zo štvorcového kalibru bude o niečo menšia ako výška kalibru v dôsledku zaoblenia vrcholov s polomerom a potom
0,83= 19,2-0,83 2=25,5 mm (28)
Ako už bolo uvedené, meradlo na 11. stojane je štvorhranné meradlo s dvojitou uhlopriečkou, v ktorom je oddeľovanie valcované. Stavebné a všeobecná forma tento kaliber je znázornený na obr. 17. Na tom istom obrázku je prekrytý obrys kotúča z 10. stojana vstupujúceho do tohto kalibru.

Obr. 17.
Pozdĺžne oddelenie viacpramenného kotúča s kontrolovaným trhaním sa uskutočňuje vytváraním ťahových napätí v oblasti prepojky pôsobením axiálnych síl z bočných plôch hrebeňov dvojpramenných kalibrov zapustených do kovu, ako je možné ukázať na obr.

Obr.
V momente uchopenia vplyvom drvenia povrchu valčeka vnútornými bočnými plochami kalibrových prúdov vzniká normálová sila N a trecia sila T. Výslednicu týchto síl možno rozložiť na priečne Q a zvislé P komponenty. Pod vplyvom sily P je kov stlačený valčekmi, sila Q podporuje natiahnutie prepojky v priečnom smere a spôsobuje vznik ťahovej odporovej sily prepojky S a odporovej sily voči ohybu plastu. vonkajšieho obrobku smerom ku konektoru kalibru G.
Meraním hrúbky mostíka zadaného valca - a medzery medzi hrebeňmi valcov - t oddeľovacej meradlá (pozri obr. 17), je možné zmeniť polomer zakrivenia predných koncov deleného profily na výstupe z kotúčov a podmienky oddeľovania kotúča. Absencia zlomu hrdla v mieste oddelenia hrdla profilu umožňuje získať vysoko kvalitný povrch hotového profilu s minimálnym počtom následných prechodov so stlačením bodov oddeľovania. V tejto súvislosti sa metóda pozdĺžneho oddeľovania valcovaných výrobkov riadeným trhaním odporúča použiť v dokončovacích stoliciach valcovní.
Štúdie pozdĺžnej separácie dvojvláknového valcovaného materiálu kontrolovaným trhaním ukázali, že hrúbka pásu valcovaného materiálu vloženého do separačnej klietky by mala byť rovná 0,5 x 0,55 strany štvorca.
Štúdium medzery medzi hrebeňmi valcov ovplyvňuje zmenu zakrivenia predných koncov delených štvorcových profilov pri výstupe z valcov. Takže priamosť výstupu bola získaná s medzerou = 16 mm rovnajúcou sa hrúbke prepojky, potom vyberieme
Z praxe výpočtu kalibrácií pri valcovaní a oddeľovaní štvorcových profilov sa berie kompresný pomer strán štvorcového profilu v rozsahu 1,10-1,15. A potom z výrazu (výberom) určíme stranu štvorca v mierke 10
19,2 1,125 = 21,6 mm. (29)
Plocha deliaceho dvojitého obrysu 11. stojana sa v skutočnosti rovná dvojnásobku plochy vypočítaného diagonálneho štvorca.
A potom (30)
Vzdialenosť medzi osami prúdov v kalibri 11. štand - , je určená ako
Dĺžka prepojky medzi prúdmi v tomto kalibri je určená ako
Ako je uvedené vyššie, hrúbka skokana v 10. štande môže byť určená ako
Pre kontrolu zachytenia valcovaného materiálu vstupujúceho do rozchodu 12. stolice je potrebné vypočítať absolútnu kompresiu v tomto rozchode a porovnať ho s prípustnými údajmi.
Keď štvorcový profil vstúpi do oválneho meradla, absolútne stlačenie pozdĺž stredu a okrajov profilu bude odlišné a je určené geometricky superpozíciou štvorcového profilu na oválnom meradle a bude v strede meradla.
Stlačenie v krajných bodoch štvorca v oválnom kalibri na základe geometrických transformácií bude približne?.
Ako vidíte, tieto absolútne redukcie sú menšie ako absolútne redukcie v 13. mierke, a preto pri rovnakom nominálnom priemere valcov a rovnakom materiáli nie je potrebná kontrola prijateľných podmienok uchopenia.
Berúc do úvahy vyššie uvedené, konštrukciu a celkový pohľad na prípravné meradlo v 10. stolici (pred valcovaním-separáciou) je možné znázorniť na obr.

Obr. 19.
Niektoré rozmery kalibru je možné určiť nasledovne: dĺžku prepojky berieme na základe existujúcich kalibrácií počas rolovania-separácie;
polomer zakrivenia vrcholu štvorcového rozchodu v tomto stojane
Hodnotu možno určiť podľa obr. 17 pomocou vzorca
Výška rolky vychádzajúca z kalibru 10. štandu
Vzdialenosť medzi osami prúdov v kalibri 10. štand - , je určená ako
Veľkosť medzery pozdĺž meracích golierov v 10. stojane sa berie ako mm.
Plochu valca vychádzajúceho z obrysu 10. stolice je možné určiť podľa obr. 17 ako
Nahradením hodnôt uvedených parametrov dostaneme
Plocha nedelenej rolky v kalibri 11. stojana sa rovná dvojnásobku plochy diagonálnej štvorcovej rolky, t.j.
A potom sa koeficient čerpania v rozchode 11. štandu určí ako
Teoretická šírka role vychádzajúcej z 11. štandu
Teoretická šírka role vychádzajúcej z 10. stojana (s polomerom zakrivenia na golieri = 5)
Pre kontrolu zachytenia valcovaného materiálu vstupujúceho do rozchodu 11. stolice je potrebné vypočítať absolútnu kompresiu v charakteristických bodoch rozchodu a porovnať ju s prípustnými údajmi.
Veľkosť absolútnej kompresie v oblasti prepojky dvojvláknového valca bude teda
a v oblasti, kde sa lámu osi potokov, bude
modul na valcované odlievanie legovanej ocele
Takže, ako môžete vidieť, tu je potrebné skontrolovať oblasť prepojky pre zachytenie.
Uhol uchopenia v oblasti prepojky pri rolovaní v 11. rozchode stojana možno určiť ako
kde: D je menovitý priemer valcov v 11. stolici (D = 33 mm).
Prípustný uhol zovretia v tomto kalibri je možné určiť pomocou metódy M.S. Mutyeva a P.L. Klimenko, to si vyžaduje rýchlosť odvaľovania v tomto stojane, ktorá bude
5,67 m/s, (45)
a potom je maximálny povolený uhol uchopenia určený vzorcom (t = 980?)
Pretože sú splnené podmienky na zajatie v 11. separačnom kalibri.
Rozchod v 9. stojane strednej skupiny stojanov je umiestnený vo zvislých rolách a môže do značnej miery pripomínať uhlopriečku štvorcového rozchodu, ale má svoje vlastné charakteristiky. Je určený na rolovanie kosoštvorcových tyčí a v oblasti spojky má stiesnenejší tvar ako bežný diagonálny rozchod. Valcovanie v tomto kalibri zahŕňa deformačné spracovanie budúcich bočných horizontálnych častí dvojvláknových valcovaných výrobkov, ktoré budú podrobené valcovaniu-separácii. Berúc do úvahy vyššie uvedené, konštrukciu a celkový vzhľad tohto prípravného meradla v 9-stojanovom možno znázorniť na obr.20.

Obr.20.
Na určenie množstva parametrov kalibru používame niektoré empirické závislosti získané v podobných kalibráciách počas valcovania-separácie.
Takže strana štvorca, ako pre 10. meradlo, môže byť určená ako
Hodnotu predstavujúcu strednú časť kalibru sa odporúča brať ako 40% diagonálnej časti kalibru.
Na základe praktických údajov berieme sklon guľôčok v strednej časti kalibru do 25%, čo nám umožňuje získať maximálnu šírku kotúča.
Šírka diagonálnej štvorcovej časti meradla bude
Na základe praktických údajov z kalibrácií odvaľovania predpokladáme, že polomery zakrivenia na vrcholoch mierok a na ramenách sú rovnaké a rovné 5 mm, t.j. mm.
Hrúbka rozchodu 9. štandu bude
Hrúbka kotúča vychádzajúceho z 9. stojana
Taktiež na základe praktických údajov akceptujeme veľkosť medzery pozdĺž obojkov kalibru 5 mm, t.j. mm.
Plochu role vychádzajúcej z 9. stojana možno určiť ako
a potom nahradením hodnôt uvedených parametrov dostaneme
Koeficient ťahania v 10-stojanovej mierke je určený ako
Pre kontrolu uchytenia valcovaného materiálu vstupujúceho do kalibru 10. stojana je potrebné vypočítať absolútnu kompresiu v tomto stojane.
Keďže tvary meradiel 9. a 10. stojana sú v konfigurácii veľmi rozdielne, nahradíme ich plochu zmenšenou (obdĺžnikový tvar), kde sa šírka pásu bude rovnať šírke kotúča a možno určiť hrúbku redukovaného pásu
Daná hodnota absolútnej kompresie bude
Daná hodnota uhla záberu v kalibri 10. štand bude
Ako vidíte, daný uhol snímania je výrazne menší ako predtým vypočítané maximálne hodnoty pre podobné podmienky, a preto musí byť splnená podmienka snímania.
Najvhodnejšou formou 8-stojanového meradla je kosoštvorcové meradlo umiestnené v horizontálnych rolkách. Konštrukcia a celkový vzhľad tohto kalibru je na obr.21.

Obr.21.
Rozmery kosoštvorcového meradla sa určujú v procese kalibračného výpočtu, pričom sa berie do úvahy špecifikovaná hodnota koeficientu ťahania v kalibri, správne plnenie kalibru a tiež sa berie do úvahy získanie rozmerov prierezu, ktoré vyhovujú valcovaniu. podmienky v ďalšom kalibri.
V praxi sa používajú kosoštvorcové kalibre, vyznačujúce sa veľkosťou.
Aby sa zabránilo vytváraniu „pásov“ v medzerách meradla, odporúča sa vziať do úvahy stupeň naplnenia meradiel
Maximálny prípustný uhol zovretia v tomto kalibri určíme pomocou vzorca M. S. Mutyeva a P. L. Klimenka, ak v = 3,9 m/s; t = 990? a oceľové valce podľa vzorca, pri v=2-4m/s
a potom bude hodnota maximálnej absolútnej kompresie
Pri valcovaní kosoštvorcového predvalku v štvorcovom rozchode (konvenčne môžeme uvažovať o valcovaní kosoštvorcového predvalku v rozchode 9). Strana zmenšeného štvorca môže byť definovaná ako
Možná šírka rolky vychádzajúcej z kosoštvorcového kalibru 8. štandu bude
Akceptujeme koeficient ťahania v 9. meradle, plochu valcovania v 8. meradle môžeme vypočítať ako
A potom hrúbka kotúča vychádzajúceho z kosoštvorcového obrysu 8. stojana bude
Rozšírenie kosoštvorcového pásu v štvorcovom rozchode, ak je strana štvorcového (uhlopriečného) rozmeru > 30 mm, sa určí podľa nasledujúceho vzorca.
a potom nahradením hodnôt dostaneme
Ak vezmeme do úvahy rozšírenie, šírka kotúča v 9. mierke by mala byť
a ako vidíš, takú rolku z kosoštvorcového meradla na štvorcový sa dá zrolovať aj bez preplnenia meradla, lebo a ako vidíte.
Zvyšné rozmery kosoštvorcového kalibru sú určené z nasledujúcich empirických odporúčaní
Vypočíta sa pomer uhlopriečok v kalibri
Medzeru pri konektore kalibru berieme rovnajúcu sa 5 mm, t.j. .
Teoretická výška kosoštvorcového meradla - dá sa určiť podľa vzorca
Tuposť kosoštvorcového prúžku na konektore kalibru je definovaná ako
Teoretická šírka rombického meradla - definovaná ako
Vrcholový uhol - in možno definovať ako
Od (74)
in = 2 arctg 1,98 = 126,4°
Strana kosoštvorca - definovaná ako
V hrubovacej skupine stojanov, pozostávajúcej zo 6 pracovných duo stojanov so striedajúcimi sa horizontálnymi a vertikálnymi valcami, sa valcovanie okrúhleho predvalku s priemerom 80 mm, prichádzajúceho z krimpovacieho krížového valcového planétového stojana, valcuje pozdĺž oválneho rebra. oválny kresliaci pas systém. Tento systém sa rozšíril pri valcovaní vysoko presnej kruhovej ocele z legovaných a vysokopevnostných ocelí na kontinuálnych valcoch.
V 7. stolici hrubovacej skupiny je meradlom rebrovaný ovál umiestnený vo zvislých valcoch. Konštrukcia a celkový vzhľad tohto kalibru sú uvedené na obr.22.

Obr.22.
Na základe praktických údajov možno koeficient ťahania v kosoštvorcovom kalibri 8. valcovacej stolice v tvare rebrového oválu odporučiť v rozmedzí 1,2-1,4. A potom bude oblasť kotúča vychádzajúceho z meradla vo forme oválu rebra na 7. stojane
Celkový súčiniteľ predĺženia v hrubovacej skupine porastov bude
kde je plocha okrúhlej tyče vychádzajúcej z planetárnej krimpovacej klietky, .
Predtým sa na základe praktických zahraničných údajov ukázalo, že pri zohľadnení deformácie kontinuálne odlievaných predvalkov s priemerom 200 mm v planétovej stolici by optimálna kinematická závislosť valca vychádzajúceho z tejto stolice mala mať kruhový kríž- sekcia s priemerom 80 mm.
Priemerný pomer ponoru v tomto systéme kalibru bude
Zvyčajne, ako ukazuje prax, v rebrovanom oválnom kalibri je ťah v medziach a v oválnych kalibroch je ťah zvyčajne vyšší. A potom, keď vezmeme kapotu v oválnych rebrových kalibroch, odporúča sa vypočítať kapotu v oválnych kalibroch pomocou vzorca
V 2. štande musí byť kruh valcovaný v oválnom kalibri, čo vedie k zníženiu koeficientu ťahania a následne
V pomere sa rolka stáva nestabilnou pri rolovaní v rebrovanom oválnom meradle. Zvyčajne sa používajú ovály s pomerom. V rebrovaných oválnych kalibroch je pomer medzi výškou a šírkou kalibru
Určme prípustný uhol zovretia v kosoštvorcovej mierke 8-stojan, ak v = 3,4 m/s; t = 995? a liatinových valcov, podľa vzorca v rozsahu v = 2-4m/s.
A potom bude hodnota maximálnej absolútnej kompresie at
Hrúbka rolky vychádzajúcej zo 7. stojana bude určená ako
Šírka role vychádzajúcej zo 7. stojana bude určená ako
Polomer oválu je určený vzorcom
Zaoblenie goliera sa vykonáva s polomerom
Akceptujeme veľkosť medzery
Veľkosť otupenia oválu pri sa určí tak, aby sa rovnala veľkosti medzery, t.j. mm.
Celkové usporiadanie ťahacích priechodov hrubovacej skupiny valcovacích stolíc je na obr.23.

Obr.23.
Takže, ako vidíte, v 6. stojane je meradlo oválne a je umiestnené v horizontálnych rolkách.
Plocha oválu tohto kalibru je určená ako
Oválny rozchod je jednoradový a schematicky sa nelíši od predtým uvažovaného oválneho rozchodu v chitovej skupine porastov (pozri obr. 15).
Výška oválneho meradla
kde je rozšírenie oválneho pruhu v rebrovom oválnom kalibri, odporúča sa určiť podľa vzorca
kde D je priemer valcov rovný 420 mm
Šírka kotúča vychádzajúca z oválneho meradla
Ako je známe, oblasť oválneho kalibru je
Vzorec (93) môže byť reprezentovaný ako kvadratická rovnica, ktorého riešenie nám umožňuje určiť
po otvorení zátvoriek dostaneme
A potom absolútna kompresia v rebrovom oválnom rozchode 7. stojana bude mm.
Určme prípustný uhol zovretia v rebrovom ovále 7. stojana, ak v = 2,8 m/s; t = 1000? a oceľové valce a potom podľa vzorca v rozsahu 2-4 m/s bude prípustný uhol zovretia
A potom, hodnota maximálnej prípustnej kompresie pri.
Ako vidíte, podmienky zachytenia sú splnené a dôjde k rozšíreniu.
Konečné rozmery oválu v 6. tribúne budú
Zostávajúce rozmery oválneho meradla budú: polomer prúdov je definovaný ako
Medzera S pozdĺž golierov kalibru bude
Polomer rohu
Ako je zrejmé z obr. 23, v 5. stojane má meradlo rebrový ovál a je umiestnené vo zvislých valcoch.
Kalibrácia valcov v pároch meradiel 4. a 5. stolice, 2. a 3. stolice sa vykonáva podobne ako pri uvedených výpočtoch pre kalibráciu meradiel 6. a 7. stolice a podľa celkového usporiadania meradiel (pozri obr. 23), v 2. stojane je meradlo vyhotovené vo forme oválu s jedným polomerom a umiestnené vo vodorovných valcoch. Tento kaliber zahŕňa valcovanie okrúhleho profilu s priemerom 80 mm, vychádzajúceho z 3-valcového planétového krimpovacieho stojana so šikmým usporiadaním valcov.
Koeficient ťahania v oválnom rozchode 2. štand bude
Kde je plocha prierezu kruhovej tyče (priemer 80 mm) pochádzajúcej z planétového krimpovacieho stojana.
Absolútna kompresia pozdĺž vrcholov v oválnom rozchode 2-stojan bude
Priemerné absolútne zníženie pri rolovaní kruhu v oválnom rozchode 2. štand bude
Pri valcovaní okrúhleho predvalku v oválnom meradle možno rozťažnosť určiť pomocou približného vzorca
Možná šírka rolky v oválnom kalibri 2. štandu bude
ktorý, ako vidíte, je o niečo menší, a preto nedôjde k pretečeniu kalibru.
Kalibrácia krimpovacieho planétového stojana s krížovými valcami pozostáva z inštalácie šikmých kužeľových valcov, ktoré by pri otáčaní okolo svojej osi a planetárnom pohybe mali tvoriť medzeru s požadovaným vpísaným kruhom (v posudzovanom prípade s priemerom 80 mm) na výstup výrobku z valcov a podobne s požadovanou vpísanou kružnicou (priemer 200 mm) na vstupe obrobku do valcov. Úloha kalibrovania valcov zahŕňa určenie dĺžky deformačnej zóny, ktorá je určená kužeľovou časťou valca, uhlom sklonu valcov a priemerom valcov.
Všeobecná schéma deformačnej zóny s uvedením kalibračných parametrov šikmých kužeľových valcov potrebných na valcovanie predmetného obrobku je na obr.
Stanovenie parametrov uvedených v diagrame je úlohou kalibrácie valcov krimpovacieho planétového stojana s krížovým hriadeľom.

Obr.24.
Rozmery uvedené na obr. 22 charakterizujú nasledujúce parametre:
Vzdialenosť od osi valenia v mieste križovania;
To isté, ale celkom pozdĺž osi rolovania;
a sú polomery obrobku a valcovaného výrobku;
Uhol sklonu tvoriacej priamky kužeľa deformačnej zóny;
Uhol sklonu tvarovacej plochy valca;
Ш - uhol kríženia valca s osou valcovania;
V súlade s tým polomery valca pri zovretí, kalibračná časť a maximum (na vstupe obrobku);
A - tangenciálny posun valca (na obrázku nie je znázornený).
Na základe praktických údajov získaných z konštrukčných podmienok a prevádzkových skúseností podobných mlynov sa odporúča vybrať niektoré prvky a parametre na kalibráciu valcov v rámci nasledujúcich limitov:
(t. j. priemer kotúča v mieste zovretia);
(t. j. maximálny priemer kotúča);
W = 45-60° (t.j. vezmeme uhol kríženia w = 55°);
uhol medzi čiarou stredov hriadeľa obrobku a čiarou premietania valca je = 45°.
Koeficient čerpania v 1. štande
Zostávajúce dva pracovné valce krimpovacieho stojana majú rovnaké rozmery ako tie, ktoré sú uvedené vyššie pre vypočítaný valec.
Pri kalibračných výpočtoch boli použité parametre rýchlosti valcovania a teploty naprieč stolicami.
Výstupné rýchlosti z porastov boli teda vypočítané pomocou vzorca
A potom, keď vezmeme rýchlosť hotového valca (vo forme kruhu s priemerom 18 mm) z poslednej stolice mlyna 8 m/s, dostaneme:
Vstupná rýchlosť obrobku do 1. (planetárneho) stojana bude približne 7,9 m/min.
Celkovú zmenu teploty kovu počas valcovania je možné určiť podľa vzorca
Kde a je pokles teploty kovu v dôsledku prenosu tepla sálaním a konvekciou do okolia;
Zníženie teploty kovu v dôsledku prenosu tepla tepelnou vodivosťou pri kontakte s valcami, drôtmi, valcami valčekových stolov;
Zvýšenie teploty kovu v dôsledku premeny mechanickej deformačnej energie na teplo.
A potom na základe použitia metódy bude zmena teploty valcovania počas valcovania v kalibri a prechode na ďalší kalibr
Kde je teplota valca pred vstupom do uvažovaného kalibru, ?;
P - obvod prierezu zvitku po prechode, mm;
F je plocha prierezu kotúča po prechode, ;
f - čas chladenia kotúča, s;
Zvýšenie teploty kovu v kalibri, ? a je určený vzorcom
p - odolnosť kovu voči plastickej deformácii, MPA;
m je koeficient predĺženia.
Takže napríklad zmena teploty kovu pri pohybe obrobku z ohrievacej pece do 1. stolice mlyna podľa vzorca (200) bude (ak teplota ohrevu obrobku, f=, P=n 200 = 628 mm, F = 31416)
Nárast teploty kovu v 1. (planetárnom) poraste v dôsledku intenzívnej deformácie možno určiť vzorcom (201) pričom p = 100 MPa a potom
Konečná teplota kovu po valcovaní v každej stolici, berúc do úvahy zmenu teplôt valcovania vypočítanú pomocou vzorcov (107) a (108) a vykonaných praktických korekcií, bude: a
Hlavné rozmery valca a kalibračné parametre pri valcovaní kruhu s priemerom 18 mm z obrobku s priemerom 200 mm pozdĺž valcovacích stojanov sú uvedené v tabuľke 3.
Tabuľka 3. Základné kalibrácie pre priechody pri valcovaní 18 mm kruhu z 200 mm obrobku.
|
Ulička č. |
Typ kalibru |
Usporiadanie rolky |
Veľkosť rolky |
Kompresia, mm |
Rozšírenie |
Oblasť kalibru, F, mm |
Coef. kapucne, m |
Teplota valcovania, t,? |
Rýchlosť valcovania v, m/s |
Poznámka |
|
|
Hrúbka, h |
|||||||||||
|
Počiatočné podmienky: |
Teplota vykurovania |
||||||||||
|
3-valcový |
Šikmé |
Kosovalk. Planéty. Klietka. |
|||||||||
|
Jednoduchý ovál s polomerom |
Horizontálne |
||||||||||
|
Rebro oválne |
Vertikálne |
||||||||||
|
Jednoduchý ovál s polomerom |
Horizontálne |
||||||||||
|
Rebro oválne |
Vertikálne |
||||||||||
|
Jednoduchý ovál s polomerom |
Horizontálne |
||||||||||
|
Rebro oválne |
vertikálne |
||||||||||
|
Horizontálne |
|||||||||||
|
Diagon. námestie typu |
Vertikálne |
||||||||||
|
Dvojitá uhlopriečka. námestie typu |
Horizontálne |
||||||||||
|
Dvojitý diagonálny štvorec |
Horizontálne |
Separácia valcovaného materiálu v kalibri |
|||||||||
|
Jednoduchý ovál s polomerom |
Vertikálne |
naklonenie 45° |
|||||||||
|
Horizontálne |
Výpočtové diagramy valcových kalibrov pre všetky valcovacie stolice pri valcovaní kruhu 18 mm z plynule odlievaného predvalku 200 mm sú na obr. 25.

Kalibrácia profilov a valcov určených na valcovanie kruhovej a štvorcovej ocele
TO okrúhla oceľ valcovaná za tepla podľa GOST 2590-71 zahŕňajú profily, ktoré majú kruhový prierez s priemerom 5 až 250 mm.
Vo všeobecnosti možno kalibračnú schému pre kruhovú oceľ rozdeliť na dve časti: prvá je kalibrácia pre hrubovanie a stredné skupiny stojanov a vyhovuje množstvu profilov, pričom je v tomto zmysle spoločná pre niekoľko finálnych profilov rôznych profilov (štvorcový, pásový , šesťhranný atď.) a druhý je určený ako špecifický systém pre posledné tri až štyri stojany a je charakteristický len pre tento kruhový oceľový profil. V hrubovacích a stredných skupinách stojanov možno použiť meracie sústavy: obdĺžnik - krabicový štvorec, šesťuholník - štvorec, ovál - štvorec, ovál - zvislý ovál.
Pre posledné tri až štyri profilovacie stojany tiež nie je systém rozchodov konštantný. Určitý vzor je dodržaný len v posledných dvoch stolicách: dokončovacia stolica má kruhový rozchod, predfinišovacia stolica má oválny rozchod, rozchod tretej stolice od konca valcovania môže mať rôzne tvary, na ktorých závisí od kalibračného systému.
Všeobecné diagramy kalibru posledných štyroch priechodov pri valcovaní kruhovej ocele. Z týchto nákresov vyplýva, že ako predbežné meradlá sa používajú oválne meradlá dvoch tvarov: jednopolomerové a so zaoblenými obdĺžnikmi - takzvané „ploché“ meradlá. Prvá schéma sa používa pri valcovaní kruhovej ocele väčšiny profilov, druhá - hlavne pre kruhovú oceľ veľkých priemerov a betonársku oceľ.
Podľa prvej všeobecnej schémy valcovania je možné zaznamenať sedem typov meradiel používaných v predoválnej stolici. Podľa druhej všeobecnej schémy našli najväčšie využitie iba dva typy meradiel: štvorec 1 a štvorec 3, zapustené do valca, keď sú umiestnené diagonálne.
Systémy a tvar meradiel používaných na hrubovanie a stredné skupiny stojanov môžu byť veľmi rôznorodé a závisia od množstva faktorov, z ktorých hlavné sú typ frézy a konštrukcia jej hlavného a pomocného zariadenia.
V súčasnosti existuje množstvo techník na konštrukciu dokončovacieho merača pre kruhovú oceľ: obrys meradla s dvoma polomermi z rôznych stredov; skosenie na spojkách valcov, aby sa zabránilo odlupovaniu malých hrubých podrezaní valcovaného materiálu prstencami kalibru; tvorba uvoľnenia obrysom kalibru pozdĺž konektora atď. Prax ukazuje, že dokončovacie meradlo, ktoré je ohraničené jedným polomerom a má len jednu veľkosť - vnútorný priemer, nespĺňa požiadavky na získanie geometricky správneho profilu vysokej kvality, najmä profilu s veľkým priemerom. Spravidla sa pri takomto kalibri aj pri najnepatrnejšej zmene technologických podmienok (zníženie teploty valcovania, výroba valcov kalibru predúpravy, zvýšenie výšky oválu a pod.) prúdy prepĺňajú kovom. Získanie profilu v súlade s tvarom dokončovacieho kalibru vyžaduje neustále sledovanie rozmerov predfinišovacieho oválneho valca. V prípadoch, keď je meradlo preplnené, nie je vždy možné dodržať priemer profilu, dokonca ani v rámci plusovej tolerancie.
Aby sa odstránili uvedené nedostatky, odporúča sa pre kruhový oceľový profil navrhnúť dokončovacie meradlo s vyklenutím (uvoľňovaním), t.j. poskytnúť mierne väčší horizontálny priemer v porovnaní s vertikálnym. Je to potrebné aj z toho dôvodu, že valcovaný výrobok oválneho prierezu vstupujúci do dokončovacieho kalibru má nižšiu teplotu na koncoch hlavnej osi a tepelné zmrštenie hotového profilu pri ochladzovaní v smere horizontálneho priemeru je o niečo väčšie. než v smere zvislého priemeru. Intenzívne opotrebovanie dokončovacej mierky kruhovej ocele vertikálne v dôsledku väčšieho stlačenia tiež prispieva k tomu, že veľkosť presahuje horizontálny priemer o 1-1,5% nad vertikálou.
Okrúhla oceľ V domácich továrňach majú tendenciu ísť do mínusových tolerancií.
Určenie veľkosti horizontálneho priemeru pomocou konektora dokončovacieho kalibru sa odporúča pomocou analyticky odvodených rovníc (N.V. Litovchenko) s prihliadnutím na rozmery priemerov profilu.