Multi-layer combined armor. Materials used for the manufacture of bulletproof vests Composite armor for tanks
The use of non-metallic composite materials in the armor of combat vehicles has not been a secret for anyone for many decades. Such materials, in addition to the main steel armor, began to be widely used with the advent of a new generation. post-war tanks in the 1960s and 70s. For example, the Soviet T-64 tank had frontal hull armor with intermediate layer from armored fiberglass (STB), and in the frontal parts of the tower, a filler of ceramic rods was used. This decision significantly increased the resistance of the armored object to the effects of cumulative and armor-piercing sub-caliber projectiles.
Modern tanks are equipped with combined armor, designed to significantly reduce the impact of damaging factors of new anti-tank weapons. In particular, fiberglass and ceramic fillers are used in the combined armor of domestic T-72, T-80 and T-90 tanks, a similar ceramic material is used to protect the British Challenger main tank (Chobham armor) and the French Leclerc main tank. Composite plastics are used as lining in the habitable compartments of tanks and armored vehicles, excluding the damage to the crew by secondary fragments. Recently, armored vehicles have appeared, the body of which consists entirely of composites based on fiberglass and ceramics.
Domestic experience
The main reason for the use of non-metallic materials in armor is their relatively low weight with an increased level of strength, as well as resistance to corrosion. So, ceramics combines the properties of low density and high strength, but at the same time it is quite fragile. But polymers have both high strength and viscosity, and are convenient for shaping that is inaccessible to armor steel. It is especially worth noting fiberglass, on the basis of which specialists different countries have long been trying to create an alternative to metal armor. Such work began after World War II in the late 1940s. At that time, the possibility of creating light tanks with plastic armor was seriously considered, since it, with a smaller mass, theoretically made it possible to significantly increase ballistic protection and increase anti-cumulative resistance.

Fiberglass body for tank PT-76
In the USSR, experimental development of bulletproof and projectile-proof armor made of plastics began in 1957. Research and development work was carried out by a large group of organizations: VNII-100, Research Institute of Plastics, Research Institute of Fiberglass, Research Institute-571, Moscow Institute of Physics and Technology. By 1960, the VNII-100 branch developed the design of the armored hull of the PT-76 light tank using fiberglass. According to preliminary calculations, it was supposed to reduce the weight of the body of the armored object by 30% or even more, while maintaining projectile resistance at the level of steel armor of the same weight. At the same time, most of the mass savings were achieved due to the power structural parts of the hull, that is, the bottom, roof, stiffeners, etc. The hull mock-up, the details of which were produced at the Karbolit plant in Orekhovo-Zuyevo, passed shelling tests, as well as sea trials by towing.
Although the projected projectile resistance was confirmed, the new material did not give any advantages in other respects - the expected significant decrease in radar and thermal visibility did not occur. In addition, in terms of the technological complexity of production, the possibility of repair in the field, and technical risks, fiberglass armor was inferior to materials made of aluminum alloys, which were considered more preferable for light armored vehicles. The development of armored structures, consisting entirely of fiberglass, was soon curtailed, as the creation of combined armor for the new medium tank (subsequently adopted by the T-64). Nevertheless, fiberglass began to be actively used in the civil automotive industry to create wheeled all-terrain vehicles of the ZiL brand.
So, in general, research in this area was progressing successfully, because composite materials had many unique properties. One of the important results of these works was the appearance of combined armor with a ceramic face layer and a reinforced plastic substrate. It turned out that such protection is highly resistant to armor-piercing bullets, while its mass is 2-3 times less than steel armor of similar strength. Such combined armor protection already in the 1960s began to be used on combat helicopters to protect the crew and the most vulnerable units. Later, a similar combined protection began to be used in the production of armored seats for pilots of army helicopters.
The results achieved in the Russian Federation in the field of development of non-metallic armor materials are shown in the materials published by specialists of OAO NII Stali, the largest developer and manufacturer of integrated protection systems in Russia, among them Valery Grigoryan (President, Director for Science of OAO NII Stali ”, Doctor of Technical Sciences, Professor, Academician of the Russian Academy of Sciences), Ivan Bespalov (Head of Department, Candidate of Technical Sciences), Alexey Karpov (Leading Researcher of JSC “NII Steel”, Ph.D. in Technical Sciences).

Tests of ceramic armor panels to enhance the protection of the BMD-4M
Specialists of the Research Institute of Steel write that for last years The organization developed class 6a protective structures with a surface density of 36-38 kilograms per square meter based on boron carbide produced by VNIIEF (Sarov) on a high molecular weight polyethylene substrate. ONPP Tekhnologiya, with the participation of JSC Research Institute of Steel, managed to create class 6a protective structures with a surface density of 39-40 kilograms per square meter based on silicon carbide (also on a substrate of ultra-high molecular weight polyethylene - UHMWPE).
These structures have an undeniable weight advantage compared to corundum-based armor structures (46-50 kilograms per square meter) and steel armor elements, but they have two disadvantages: low survivability and high cost.
It is possible to achieve an increase in the survivability of organic-ceramic armor elements up to one shot per square decimeter by making them stacked from small tiles. So far, one or two shots can be guaranteed in an armored panel with a UHMWPE substrate with an area of five to seven square decimeters, but no more. It is no coincidence that foreign standards of bullet resistance require testing of an armor-piercing rifle bullet with only one shot into a protective structure. Achieving survivability up to three shots per square decimeter remains one of the main tasks that leading Russian developers are striving to solve.
High survivability can be obtained by using a discrete ceramic layer, ie a layer consisting of small cylinders. Such armor panels are manufactured, for example, by TenCate Advanced Armor and other companies. Other things being equal, they are about ten percent heavier than flat ceramic panels.
As a substrate for ceramics, pressed panels made of high molecular weight polyethylene (Dyneema or Spectra type) are used as the lightest energy-intensive material. However, it is produced only abroad. Russia should also set up its own production of fibers, and not just press panels from imported raw materials. It is also possible to use composite materials based on domestic aramid fabrics, but their weight and cost largely exceed those of polyethylene panels.
Further improvement of the characteristics of composite armor based on ceramic armor elements in relation to armored vehicles is carried out in the following main areas.
Improving the quality of armored ceramics. For the last two or three years, the Research Institute of Steel has been closely cooperating with manufacturers of armored ceramics in Russia - NEVZ-Soyuz OJSC, Alox CJSC, Virial LLC in terms of testing and improving the quality of armored ceramics. By joint efforts, it was possible to significantly improve its quality and practically bring it to the level of Western samples.
Development of rational design solutions. A set of ceramic tiles has special zones near their joints, which have reduced ballistic characteristics. In order to equalize the properties of the panel, a design of a "profiled" armor plate has been developed. These panels are installed on the car "Punisher" and have successfully passed preliminary tests. In addition, structures based on corundum with a substrate of UHMWPE and aramids with a weight of 45 kilogram-force per square meter were tested for a class 6a panel. However, the use of such panels in AT and BTVT objects is limited due to additional requirements (for example, resistance to side detonation of an explosive device).

Shell-tested cockpit protected by combined armor with ceramic tiles
For armored vehicles such as infantry fighting vehicles and armored personnel carriers, an increased fire effect is characteristic, so that the maximum density of lesions that a ceramic panel assembled according to the “solid armor” principle can provide may be insufficient. The solution to this problem is possible only when using discrete ceramic assemblies of hexagonal or cylindrical elements, commensurate with the means of destruction. The discrete layout ensures maximum survivability of the composite armor panel, the ultimate damage density of which is close to that of metal armor structures.
However, the weight characteristics of discrete ceramic armor compositions with a base in the form of an aluminum or steel armor plate are five to ten percent higher than those of solid ceramic panels. The advantage of panels made of discrete ceramics is that they do not need to be glued to the substrate. These armor panels were installed and tested on prototypes of the BRDM-3 and BMD-4. Currently, such panels are used as part of the Typhoon and Boomerang R&D projects.
Foreign experience
In 1965, specialists from the American company DuPont created a material called Kevlar. It was an aramid synthetic fiber, which, according to the developers, is five times stronger than steel for the same mass, but at the same time has the flexibility of a conventional fiber. Kevlar has become widely used as an armor material in aviation and in the creation of personal protective equipment (body armor, helmets, etc.). In addition, Kevlar began to be introduced into the protection system of tanks and other armored combat vehicles as a lining to protect against secondary damage to the crew by armor fragments. Later, a similar material was created in the USSR, however, it was not used in armored vehicles.

American experimental BBM CAV with fiberglass hull
In the meantime, more advanced cumulative and kinetic weapons appeared, and with them the requirements for armor protection of equipment grew, which increased its weight. Reducing the mass of military equipment without compromising protection was almost impossible. But in the 1980s, the development of technology and the latest developments in the chemical industry made it possible to return to the idea of fiberglass armor. Thus, the American company FMC, engaged in the production of military vehicles, created a prototype turret for the M2 Bradley infantry fighting vehicle, the protection of which was a single piece of fiberglass reinforced composite (with the exception of the frontal part). In 1989, tests began on the Bradley BMP with an armored hull, which included two upper parts and a bottom, consisting of multilayer composite plates, and a lightweight chassis frame made of aluminum. According to the test results, it was found that in terms of the level of ballistic protection, this vehicle corresponds to the standard BMP M2A1 with a decrease in body weight by 27%.
Since 1994, in the United States, as part of the Advanced Technology Demonstrator (ATD) program, a prototype of an armored combat vehicle called the CAV (Composite Armored Vehicle) has been created. Its hull was to consist entirely of combined armor based on ceramics and fiberglass using the latest technologies, due to which it was planned to reduce the total mass by 33% at a level of protection equivalent to armored steel, and, accordingly, increase mobility. The main purpose of the CAV machine, the development of which was entrusted to United Defense, was a clear demonstration of the possibility of using composite materials in the manufacture of armored hulls for promising infantry fighting vehicles, armored personnel carriers and other combat vehicles.
In 1998, a prototype CAV tracked vehicle weighing 19.6 tons was demonstrated. The hull was made of two layers of composite materials: the outer one was made of ceramic based on aluminum oxide, the inner one was made of fiberglass reinforced with high-strength glass fiber. In addition, the inner surface of the hull had an anti-fragmentation lining. The fiberglass bottom, in order to increase protection against mine explosions, had a structure with a honeycomb base. The undercarriage of the car was covered with side screens made of a two-layer composite. To accommodate the crew in the bow, an isolated fighting compartment was provided, made by welding from titanium sheets and having additional armor made of ceramics (forehead) and fiberglass (roof) and anti-fragmentation lining. The car was equipped with a 550 hp diesel engine. and hydromechanical transmission, its speed reached 64 km / h, the cruising range was 480 km. As the main armament on the hull, a rising platform of circular rotation with a 25-mm M242 Bushmaster automatic cannon was installed.
Tests of the prototype CAV included studies of the hull's ability to withstand shock loads (it was even planned to install a 105-mm tank gun and conduct a series of firings) and sea trials with a total mileage of several thousand kilometers. In total, up to 2002, the program provided for spending up to 12 million dollars. But the work never left the experimental stage, although it clearly demonstrated the possibility of using composites instead of classic armor. Therefore, developments in this direction were continued in the field of improving the technologies for creating heavy-duty plastics.
Germany also did not stay away from the general trend, and since the end of the 1980s. conducted active research in the field of non-metallic armored materials. In 1994, Mexas bulletproof and projectile-proof composite armor developed by IBD Deisenroth Engineering based on ceramics was accepted for supply in this country. It has a modular design and is used as an additional hinged protection for armored combat vehicles, mounted on top of the main armor. According to the company representatives, Mexas composite armor effectively protects against armor-piercing ammunition with a caliber of up to 14.5 mm. Subsequently, Mexas armor modules began to be widely used to increase the security of main tanks and other combat vehicles from different countries, including the Leopard-2 tank, ASCOD and CV9035 infantry fighting vehicles, Stryker, Piranha-IV armored personnel carriers, Dingo and Fennec armored vehicles. ", as well as a self-propelled artillery installation PzH 2000.
At the same time, since 1993, work has been underway in the UK to create a prototype ACAVP (Advanced Composite Armored Vehicle Platform) machine with a body made entirely of fiberglass-based composite and fiberglass-reinforced plastic. Under the general guidance of the DERA (Defence Evaluation and Research Agency) of the Ministry of Defense, specialists from Qinetiq, Vickers Defense Systems, Vosper Thornycroft, Short Brothers and other contractors created a composite monocoque hull as part of a single development work. The aim of the development was to create a prototype tracked armored fighting vehicle with protection similar to metal armor, but with a significantly reduced weight. First of all, this was dictated by the need to have full-fledged military equipment for the rapid reaction forces, which could be transported by the most massive C-130 Hercules military transport aircraft. In addition to this, the new technology made it possible to reduce the noise of the machine, its thermal and radar visibility, extend the service life due to high corrosion resistance and, in the future, reduce the cost of production. To speed up the work, components and assemblies of the serial British BMP Warrior were used.

British experienced AFV ACAVP with fiberglass hull
By 1999, Vickers Defense Systems, which carried out design work and overall integration of all prototype subsystems, submitted the ACAVP prototype for testing. The mass of the car was about 24 tons, the 550 hp engine, combined with a hydromechanical transmission and an improved cooling system, allows you to reach speeds of up to 70 km / h on the highway and 40 km / h on rough terrain. The vehicle is armed with a 30mm automatic cannon paired with a 7.62mm machine gun. In this case, a standard turret from the serial Fox BRM with metal armor was used.
In 2001, the ACAVP tests were successfully completed and, according to the developer, demonstrated impressive security and mobility indicators (it was ambitiously stated in the press that the British allegedly created a composite armored vehicle “for the first time in the world”). The composite hull provides guaranteed protection against armor-piercing bullets up to 14.5 mm in lateral projection and from 30 mm projectiles in the frontal projection, and the material itself eliminates the secondary damage to the crew by shrapnel when breaking through the armor. Additional modular armor is also provided to enhance protection, which is mounted on top of the main armor and can be quickly dismantled when transporting the vehicle by air. In total, the car passed 1800 km during testing and no serious damage was recorded, and the hull successfully withstood all shock and dynamic loads. In addition, it was reported that the weight of the machine is 24 tons - this is not the final result, this figure can be reduced by installing a more compact power unit and hydropneumatic suspension, and the use of lightweight rubber tracks can seriously reduce the noise level.
Despite the positive results, the ACAVP prototype turned out to be unclaimed, although the DERA management planned to continue research until 2005, and subsequently create a promising BRM with composite armor and a crew of two. Ultimately, the program was curtailed, and further design of a promising reconnaissance vehicle was already carried out according to the TRACER project using proven aluminum alloys and steel.
Nevertheless, work on the study of non-metallic armor materials for equipment and personal protection was continued. In some countries, their own analogues of the Kevlar material have appeared, such as Twaron by the Danish company Teijin Aramid. It is a very strong and lightweight para-aramid fiber, which is supposed to be used in the armor of military equipment and, according to the manufacturer, can reduce the total weight of the structure by 30-60% compared to traditional counterparts. Another material, called "Dynema", manufactured by DSM Dyneema is a high-strength ultra-high molecular weight polyethylene (UHMWPE) fiber. According to the manufacturer, UHMWPE is the most durable material in the world - 15 times stronger than steel (!) And 40% stronger than aramid fiber of the same mass. It is planned to be used for the production of body armor, helmets and as armor for light combat vehicles.
Light armored vehicles made of plastic
Taking into account the accumulated experience, foreign experts concluded that the development of promising tanks and armored personnel carriers fully equipped with plastic armor is still a rather controversial and risky business. But new materials turned out to be in demand in the development of lighter wheeled vehicles based on production cars. So, from December 2008 to May 2009 in the United States at the Nevada test site, a light armored car with a hull made entirely of composite materials was tested. The vehicle, designated ACMV (All Composite Military Vehicle), developed by TPI Composites, successfully passed life and sea trials, driving a total of 8,000 kilometers on asphalt and dirt roads, as well as cross-country. Fire and demolition tests were planned. The base of the experimental armored car was the famous HMMWV - "Hammer". When creating all the structures of its body (including frame beams), only composite materials were used. Due to this, TPI Composites managed to significantly reduce the weight of the ACMV and, accordingly, increase its carrying capacity. In addition, it is planned to extend the service life of the machine by an order of magnitude due to the expected greater durability of composites compared to metal.
Significant progress in the use of composites for light armored vehicles has been made in the UK. In 2007, at the 3rd International Exhibition of Defense Systems and Equipment in London, a Cav-Cat armored car based on an Iveco medium-duty truck equipped with NP Aerospace's CAMAC composite armor was demonstrated. In addition to standard armor, additional protection was provided for the sides of the vehicle through the installation of modular armor panels and anti-cumulative grilles, also consisting of a composite. An integrated approach to the protection of CavCat made it possible to significantly reduce the impact on the crew and landing force of explosions of mines, shrapnel and light infantry anti-tank weapons.

American experienced ACMV armored car with a fiberglass hull

British CfvCat armored vehicle with additional anti-cumulative screens
It is worth noting that earlier NP Aerospace has already demonstrated CAMAS armor on the Landrover Snatch light armored car as part of the Cav100 armor set. Now similar kits Cav200 and Cav300 are offered for medium and heavy wheeled vehicles. Initially, the new armor material was created as an alternative to metal composite bulletproof armor with a high protection class and overall structural strength at a relatively low weight. It was based on a pressed multilayer composite, which allows forming a solid surface and creating a case with a minimum of joints. According to the manufacturer, the CAMAC armor material provides a modular "monocoque" design with optimal ballistic protection and the ability to withstand strong structural loads.
But NP Aerospace has gone further and now offers to equip light combat vehicles new dynamic and ballistic composite protection of its own production, expanding its version of the protection complex by creating hinged elements EFPA and ACBA. The first is plastic blocks stuffed with explosives that are installed on top of the main armor, and the second is cast blocks of composite armor, also additionally installed on the hull.
Thus, light wheeled armored fighting vehicles with composite armor protection, developed for the army, no longer looked like something out of the ordinary. A symbolic milestone was the victory of the industrial group Force Protection Europe Ltd in September 2010 in a tender for the supply of armed forces Great Britain light armored patrol vehicle LPPV (Light Protected Patrol Vehicle), called Ocelot. The British Ministry of Defense decided to replace the outdated Land Rover Snatch army vehicles, as they did not justify themselves in modern combat conditions in Afghanistan and Iraq, with a promising vehicle with armor made of non-metallic materials. As partners of Force Protection Europe, which has extensive experience in the production of highly protected vehicles such as MRAP, the automaker Ricardo plc and KinetiK, which deals with armor, were chosen.
Ocelot has been under development since the end of 2008. The designers of the armored car decided to create a fundamentally new vehicle based on the original design solution in the form of a universal modular platform, unlike other samples that are based on serial commercial chassis. In addition to the V-shaped bottom of the hull, which increases protection against mines by dissipating the energy of the explosion, a special suspended armored box-shaped frame called the "skateboard" was developed, inside which the cardan shaft, gearbox and differentials were placed. The new technical solution made it possible to redistribute the weight of the machine in such a way that the center of gravity was as close to the ground as possible. Wheel suspension - torsion bar with a large vertical travel, drives to all four wheels - separate, nodes of the front and rear axles, as well as wheels - are interchangeable. The hinged cab, in which the crew is located, is hinged to the “skateboard”, which allows the cab to be tilted to the side for access to the transmission. Inside there are seats for two crew members and four paratroopers. The latter sit facing each other, their seats are fenced off by pylon partitions, which additionally reinforce the hull structure. To access the inside of the cab, there are doors on the left side and in the rear, as well as two hatches in the roof. Additional mounting space provided various equipment, depending on the purpose of the machine. An auxiliary diesel engine is installed to power the instruments. power point Steyr.
The first prototype of the Ocelot machine was made in 2009. Its mass was 7.5 tons, payload mass - 2 tons, maximum speed movement on the highway - 110 km / h, cruising range - 600 km, turning radius - about 12 m. the base between the wheels provides stability to rollover. Cross-country ability is increased by using larger 20-inch wheels. Most of the suspended cabin consists of armored figured composite armor panels reinforced with fiberglass. There are mounts for an additional set of body armor. The design provides rubberized areas for mounting units, which reduces noise, vibration and increase insulation strength compared to a conventional chassis. According to the developers, the basic design provides protection for the crew from explosions and firearms higher than the STANAG IIB standard. It is also claimed that a complete replacement of the engine and gearbox can be done in the field within one hour using only standard tools.
The first deliveries of Ocelot armored vehicles began at the end of 2011, and by the end of 2012, about 200 of these vehicles had entered the British armed forces. Force Protection Europe, in addition to the basic LPPV patrol model, has also developed options with a WMIK (Weapon Mounted Installation Kit) weapon module with a crew of four and a cargo version with a cabin for 2 people. She is currently participating in the Australian Department of Defense tender for the supply of armored vehicles.
So, the creation of new non-metallic armor materials in recent years is in full swing. Perhaps the time is not far off when armored vehicles adopted for service, which do not have a single metal part in their body, will become commonplace. Light but durable armor protection is of particular relevance now, when low-intensity armed conflicts flare up in different parts of the world, numerous anti-terrorist and peacekeeping operations are being carried out.
In an age when a guerrilla armed with a hand grenade can destroy everything from a main battle tank to an infantry truck with a shot, William Shakespeare's words "And gunsmiths are now held in high esteem" are as relevant as possible. Armor technologies are evolving to protect all combat units, from tanks to foot soldiers.
Traditional threats that have always spurred the development of vehicle armor include the high-velocity kinetic projectile fired from enemy tank cannons, ATGM HEAT warheads, recoilless rifles, and infantry grenade launchers. However, the combat experience of counterinsurgency and peacekeeping operations conducted by the armed forces has shown that armor-piercing bullets from rifles and machine guns, together with the ubiquitous improvised explosive devices or roadside bombs, have become the main threat to light combat vehicles.
As a result, while many of the current developments in armor are aimed at protecting tanks and armored personnel carriers, there is also a growing interest in armor schemes for lighter vehicles, as well as improved types of body armor for personnel.
The main type of armor that combat vehicles are equipped with is thick metal, usually steel. In main battle tanks (MBTs), it takes the form of rolled homogeneous armor (RHA - rolled homogeneous armor), although aluminum is used in some lighter vehicles, such as the M113 armored personnel carrier.
Perforated steel armor is a plate with a group of holes drilled perpendicular to the front surface and has a diameter less than half the diameter of the intended enemy projectile. The holes reduce the mass of the armor, while in terms of the ability to withstand kinetic threats, the reduction in armor performance in this case is minimal.
improved steel
Search better type armor continues. Improved steels allow increased protection while maintaining the original weight or, for lighter sheets, maintain existing levels of protection.
The German company IBD Deisenroth Engineering has been working with its steel suppliers to develop a new high-strength nitrogen steel. In comparative testing with the existing Armox500Z High Hard Armor steel, it showed that the protection against small ammunition caliber 7.62x54R can be achieved by using sheets having a thickness of about 70% of the thickness required when using the previous material.
In 2009, the British Defense Science and Technology Laboratory DSTL, in collaboration with Coras, announced armored steel. called Super Bainite. Made using a process known as isothermal hardening, it does not require expensive additives to prevent cracking during production. The new material is created by heating the steel to 1000°C, then cooling it to 250°C, then holding it at that temperature for 8 hours before finally cooling it to room temperature.
In cases where the enemy does not have armor-piercing weapons, even a commercial steel plate can do a good job. For example, Mexican drug gangs use heavily armored trucks equipped with steel sheet to protect against small arms. Given the widespread use of so-called "vehicles", trucks equipped with machine guns or light cannons, in low-intensity conflicts in the developing world, it would be surprising if armies did not come face to face with similar armored "vehicles" during future unrest.
Composite armor
Composite armor, consisting of layers of different materials, such as metals, plastics, ceramics or an air gap, has proven to be more effective than steel armor. Ceramic materials are brittle and when used in pure form provide only limited protection, but when combined with other materials, they form a composite structure that has proven to be effective in protecting vehicles or individual soldiers.
The first composite material to be widely used was a material called Combination K. It was reported to be fiberglass sandwiched between inner and outer sheets of steel; it was used on Soviet T-64 tanks, which entered service in the mid-60s.
British-designed Chobham armor was originally installed on the British experimental tank FV 4211. While it is classified, but, according to unofficial data, it consists of several elastic layers and ceramic tiles enclosed in a metal matrix and glued to the base plate. It was used on the Challenger I and II tanks and on the M1 Abrams.
This class of technology may not be needed unless the attacker has sophisticated armor-piercing weapons. In 2004, a disgruntled American citizen fitted a Komatsu D355A bulldozer with his own composite armor made from concrete sandwiched between steel sheets. Armor 300 mm thick was impenetrable for small arms. It's probably just a matter of time before drug gangs and rebels equip their cars in this way.
Add-ons
Instead of equipping vehicles with increasingly thick and heavy steel or aluminum armor, armies began to adopt various forms hinged additional protection.
One of the well-known examples of hinged passive armor based on composite materials is the Mexas (Modular Expandable Armor System) modular expandable armor system. Designed by the German IBD Deisenroth Engineering, it was manufactured by Chempro. Hundreds of armor kits were made for tracked and wheeled armored fighting vehicles, as well as wheeled trucks. The system was installed on the Leopard 2 tank, the M113 armored personnel carrier and wheeled vehicles, such as the Renault 6 x 6 VAB and the German Fuchs vehicle.
The company has developed and started deliveries of its next system - advanced modular armor protection Amap (Advanced Modular Armor Protection). It is based on modern steel alloys, aluminum-titanium alloys, nanometer steels, ceramics and nanoceramic materials.
Scientists from the aforementioned DSTL laboratory have developed an additional ceramic protection system that could be hung on cars. After this armor was developed for serial production by the British company NP Aerospace and received the designation Camac EFP, it was used in Afghanistan.
The system uses small hexagonal ceramic segments whose size, geometry and placement in the array have been studied by DSTL. The individual segments are held together with a cast polymer and placed in a composite material with high ballistic characteristics.
The use of hinged panels of active-reactive armor (dynamic protection) to protect vehicles is well known, but the detonation of such panels can damage the vehicle and pose a threat to nearby infantry. As its name suggests, Slera's self-limiting explosive reactive armor limits the spread of the impact of an explosion, but pays for this with somewhat reduced performance. It uses materials that can be classified as passive; they are not as effective as fully detonable explosives. However, Slera can provide protection against multiple hits.
The non-explosive active-reactive armor NERA (Non-Explosive Reactive Armor) takes this concept further and, being passive, offers the same protection as Slera, plus good multi-hit protection against HEAT warheads. Non-Energetic Reactive Armor (non-energy active-reactive armor) has additionally improved characteristics to deal with cumulative warheads.
Homogeneous armor.
At the dawn of the advent of land armored vehicles, the main type of protection was simple steel sheets. Their older comrades, battleships and armored trains, by this time managed to acquire cemented and multilayer armor, but these types of armor came into serial tank building only after the WWII.
Homogeneous armor is hot-rolled sheets or cast structures, from which an armored body is assembled by one method or another. Rivets were the first assembly method, as the cheapest and fastest at that time. Later, bolted connections significantly replaced rivets. By the middle of WWII, electric arc welding became the main method of connecting armor plates. Initially, welding was predominantly manual gas-flame, but the development of electrical engineering and the development of mass production of electrodes of sufficiently high quality led to the wider use of electric arc welding. Since the beginning of the 1930s, attempts have been made to introduce automatic electric arc welding into mass production. But, it was possible to achieve acceptable quality at an acceptable cost only during WWII in the USSR, when in the production of T-34-76 tanks and tanks of the KV family, for the first time in the world they began to use automatic arc welding under a layer of powder flux.
Despite the invention of electric arc welding at the end of the 19th century by Russian engineer N.N. Benardos, until the end of WWII in tank building, the connection of armor plates with bolts and rivets was used to a limited extent. This was a consequence of the problems that arise when welding thick plates of medium carbon steels (0.25-0.45% C). High-carbon steels are practically not used in tank building even now.
Also, it is difficult to achieve high-quality welds when welding alloyed and insufficiently cleaned steels. To refine the structural grain of steels, manganese and other alloying elements are added. They also increase the hardenability of steels, thereby reducing local stresses in the weld. Hardening of armor plates can sometimes be used, but this method is used extremely limitedly, since pre-hardened armor plates create even greater problems during welding due to the inhomogeneity of the internal stress field. Normalization annealing or low tempering is usually used for stress relief. But, in order to achieve a significant increase in hardness, the steel must first be hardened to martensite or troostite (that is, high hardening). High hardening of thick-walled parts of complex shape is always a great difficulty, if this is a part the size of a tank hull, then the task is practically unsolvable.
To increase the resistance of homogeneous armor, it is desirable to increase the surface hardness of the armor plates, and leave the cores and the side facing inward to be viscous and relatively elastic. This approach was first implemented on ironclads of the late 19th century. In armored vehicles, this solution has been used much already.
The problem of cementation is the need for a long exposure of the part in a powder carburizer (a mixture based on coke, a few percent lime, and a small addition of potash) at temperatures of 500-800*C. In this case, it is problematic to achieve a uniform thickness of the carbide layer. In addition, the core of the steel part becomes coarse-grained, which sharply reduces its fatigue strength and somewhat reduces all strength parameters.
A more advanced method is nitriding. Nitriding is technically more difficult to carry out, but, after nitriding, the part is subjected to normalization annealing with cooling in oil. This somewhat compensates for the increase in the structural grain. But, the depth of the nitriding layer does not exceed one millimeter with a nitriding time of tens of hours.
An excellent method is cyanidation. It is carried out faster, the hardness is not lower, the heating temperature is relatively low. But, dipping armor plates (and even more so, a tank hull) into a molten mixture of cyanides is, to put it mildly, not environmentally friendly, and indeed, a dubious pleasure.
Optimum armor protection properties can be achieved using a welded body made of medium carbon steel, and the body can be closed from above with welded and/or threaded plates made of hardened high-strength steel.
Composite armor.
Composite materials are, in general, materials that combine two or more components with very different properties. These include reinforced, multilayer, filled, and other compositions (“composition”, in this sense, can be roughly translated as “mixture” or “combination”).
Classical examples of composite materials include simple reinforced concrete slabs, or, for example, a mixture of cobalt and powdered tungsten carbide used for the production of hardbanding on high-speed tools. At the same time, the term “composite materials” acquired the classical meaning and the greatest popularity in relation to compositions based on polymer matrices reinforced with one or another reinforcement (fiber, powders, rovings, felts (non-woven textiles), hollow spheres, fabrics, etc.) .
In relation to armor protection, composite armor is armor that includes structural elements made of materials with very different properties. As we said above, it is desirable to make the outer plates as hard as possible, and leave the carrier base with good machinability and high viscosity.
Therefore, composite armor can include various combinations of ductile and elastic material and high-hardness material: medium carbon steel + ceramic, aluminum + ceramic, titanium alloy + hardened tool steel, quartz glass + armor steel, fiberglass + ceramic + steel, steel + UHMWPE + corundum ceramics, and many others. etc. Usually, the outer plate is made of a material with medium strength properties, it performs the function of an anti-cumulative screen, and also provides protection for solid fragile elements from fragments and bullets. The lowest layer is carried out as a carrier, the optimal material for it is armored steel and / or aluminum alloys. If funds allow, then titanium alloys. To stop the most effective anti-tank weapons, high-strength fiber lining can be additionally used (usually Kevlar, but sometimes nylon, lavsan, nylon, UHMWPE, etc. are used). The lining stops fragments that occur when armor is not completely penetrated, fragments of a collapsed BOPS core, small fragments from a small hole with a cumulative projectile. In addition, the lining increases the thermal insulation and sound insulation of the machine. The lining does not add much weight, affecting the cost of armored vehicles more.
Unlike homogeneous armor, any composite armor works for destruction. Simply put, the upper screen is easily penetrated by almost any anti-tank weapon. Hard plates perform their function in the process of more or less brittle destruction, and the bearing part of the armor stops the already scattered impact of the cumulative jet or fragments of the BOPS core. The lining insures against more powerful anti-tank weapons, but its capabilities are very limited.
When designing composite armor, three important factors are also taken into account: cost, density, and machinability of the material. The stumbling block of ceramics is machinability. Quartz glass also has poor machinability, and a solid cost. Steels and tungsten alloys are characterized by high density. Polymers, although very light, are usually expensive, and are sensitive to fire (as well as to prolonged heating). Aluminum alloys are relatively expensive and have low hardness. Unfortunately, there is no ideal material. But, certain combinations of different materials often allow you to optimally solve a technical problem at an acceptable cost.
For any military equipment There are three main characteristics - mobility, firepower and protection. Today we will talk about defense, about how modern main battle tanks can confidently and successfully counter the threats that they encounter on the battlefield. Let's start with the most important and important - with armor.
When the projectile almost defeated the armor
Until the 60s of the last century, the main material for armor was steel of medium and high hardness. Need to improve tank protection? We increase the thickness of the steel sheets, arrange them at rational angles of inclination, make the upper layers of the armor harder or create such a layout of the tank in order to be able to make the armor as thick as possible in the forehead of the combat vehicle.
However, by the mid-50s of the last century, new types of armor-piercing cumulative projectiles appeared, characterized by extremely high penetration rates. So high that these shells were not held by the armor of either medium or heavy tanks of that time. But on the way there were also anti-tank guided missiles (or, for short, ATGMs), whose penetration reached 300-400 millimeters of steel. And ordinary armor-piercing or sub-caliber shells did not lag behind - their penetration rates increased rapidly.
With all their advantages, the T-54 and T-55 by the end of the 50s and the beginning of the 60s did not have a sufficient level of security.
At first glance, the solution to the problem seemed simple - to increase the thickness of the armor again. But, increasing millimeters of steel, Combat vehicles gets tons of excess mass. And this directly affects the mobility of the tank, its reliability, ease of maintenance and manufacturing cost. Therefore, the issue of increasing the protection of the tank had to be approached from the other side.
Projectile sandwich
Arguing in this vein, the designers came to a logical conclusion - you need to find a certain material or combination of materials that would provide reliable protection against a cumulative jet with a relatively small mass.
The furthest developments in this direction have advanced in the Soviet Union, where in the late 50s they began to experiment with fiberglass and light alloys based on titanium or aluminum. The use of these materials in combination with medium hard steel gave a good gain in armor mass. The results of all these studies were embodied in the first main battle tank with combined armor - T-64.

Its upper frontal part was a “sandwich” of an 80 mm steel sheet, two sheets of fiberglass with a total thickness of 105 mm, and another 20 mm steel sheet from the bottom. Frontal armor the tank was located at an angle of inclination of 68 °, which ultimately gave an even more solid armor thickness. The T-64 tower was also perfectly protected for its time - being cast from steel, it had voids in the forehead to the right and left of the gun, which were filled with aluminum alloy.
Ceramic vs Tungsten
After some time, designers discovered the advantages of ceramics. Possessing 2-3 times less density than steel, ceramics excellently resists the penetration of both a cumulative jet and the core of a feathered sub-caliber projectile.
In the Soviet Union, combined armor using ceramics appeared in the early 70s of the last century on the T-64A main battle tank, where corundum balls filled with steel were used as a filler in the turret instead of aluminum alloy.

T-64A turret armor scheme. Round elements are the same corundum balls that filled the niches in the forehead of the tower to the left and right of the gun.
But not only the Soviet Union used ceramics. In the 60s, Chobham combined armor was created in England, which is a package of many layers of steel, ceramics, polymers and binders. At its high cost, Chobham showed excellent resistance against HEAT projectiles and satisfactory resistance against finned tungsten-core sub-caliber projectiles. Subsequently, Chobham armor and its modifications were introduced to the latest Western main battle tanks: the American M1 Abrams, the German Leopard 2 and the British Challenger.
A special mention is the so-called "uranium armor" - a further development of the Chobham armor, which was reinforced with depleted uranium plates. This material is characterized by a very high density and hardness, higher than that of steel. Also, depleted uranium, along with tungsten alloys, is used to make the cores of modern armor-piercing finned sub-caliber projectiles. At the same time, its resistance against cumulative and kinetic armor-piercing projectiles per unit mass is higher than that of rolled homogeneous steel. This is the reason for the use of depleted uranium plates in the frontal armor of the M1 Abrams tank turret in the M1A1HA modification (where HA stands for Heavy Armor).
semi-active armor
Another interesting direction in the development of combined armor is the use of steel plate packs and inert filler. How are they arranged? Imagine a package consisting of a fairly thick steel plate, a layer of inert filler and another steel plate, but thinner. And there are 20 such packages, and they are placed at some distance from each other. This is what the filler for the turret of the T-72B tank looks like, called the "reflective sheet" package.
How does this armor work? When the cumulative jet pierces the main steel plate, a high pressure, he swells and pushes the steel plates in front and behind him to the sides. The edges of the holes punched by the cumulative jet in steel plates are bent, deform the jet and prevent its further passage forward.

A niche for the combined armor of the T-72B turret, in which the very packages of "reflective sheets" are located.
Another type of semi-active combined armor is armor with cellular filler. It consists of blocks of cells filled with a liquid or quasi-liquid substance. The cumulative jet, breaking through such a cell, creates a shock wave. The wave, colliding with the walls of the cell, is reflected in the opposite direction, forcing the liquid or quasi-liquid substance to counteract the cumulative jet, causing its deceleration and destruction. A similar type of armor is used on the T-80U main battle tank.
This, perhaps, can complete the consideration of the main types of combined armor of modern armored vehicles. Now it's time to talk about the "second skin" of the main battle tanks - about dynamic protection.
Defend the tank with explosives
The first experiments with dynamic protection began in the middle of the twentieth century, but for many reasons, for the first time this type of protection (abbreviated as DZ) was used in combat much later.
How does dynamic protection work? Imagine a container containing one or more explosive charges and metal throwing plates. Breaking through this container, the cumulative jet causes the explosive to detonate, which causes the throwing plates to move towards the projectile. In this case, the plates cross the trajectory of the cumulative jet, which is forced to break through them over and over again. In addition, because of the throwing plates, the cumulative jet acquires a zigzag shape, deforms and collapses.
According to the principle described above, the first models of dynamic protection worked: the Israeli "Blazer" and the Soviet "Contact-1". However, such a remote sensing was unable to withstand feathered sub-caliber projectiles - these types of projectiles, passing through the explosive, did not cause it to detonate. Therefore, the best minds in defense design bureaus began work on a new type of universal dynamic protection, which could equally well deal with both cumulative and sub-caliber projectiles.

T-64BV, equipped with dynamic protection "Contact-1".
An example of such protection was the Soviet DZ "Contact-5". Her characteristic feature is that the lid of the dynamic protection container is made of a sufficiently thick steel sheet. Punching it, a feathered sub-caliber projectile creates a large number of fragments, which, moving at high speed, cause the detonation of explosives. And then everything happens in the same way as on the first DZ samples - an explosion and a thick throwing plate destroy the sub-caliber projectile and significantly reduce its penetration.

Schematic device of universal dynamic protection.
Another interesting example dynamic protection - DZ "Knife". It is a container containing many small shaped charges. Passing through one of these containers, the cumulative jet or the core of the feathered sub-caliber projectile causes the detonation of charges, which create many small cumulative jets. These small jets, acting on the attacking cumulative jet or the enemy's feathered sub-caliber projectile, destroy them and break them into separate fragments.
Best defense is attack
“Why don’t we make a system that would shoot shells flying into a tank while still approaching?” This is probably how, about 60 years ago, in the depths of the design bureaus, the idea of \u200b\u200bcreating a KAZ, an active protection complex, was born.
The active protection complex is a set consisting of detection tools, a control system and a destruction system. When a projectile or ATGM flies up to a tank, it is detected using sensors or a radar system and a special ammunition is fired, which, using the force of the explosion, fragments or a cumulative jet, damages or completely destroys the projectile or anti-tank missile.

The principle of operation of the active protection complex.
The most active development of active protection systems was carried out by the Soviet Union. Since 1958, several KAZs of various types have been created. However, one of the active defense systems entered service only in 1983. It was KAZ "Drozd", which was installed on the T-55AD. Subsequently, the Arena active protection complex was created for more modern main battle tanks. And relatively recently, Russian designers have developed the Afganit KAZ, designed for the latest tanks and heavy infantry fighting vehicles on the Armata platform.
Similar complexes were created and are being created abroad. For example, in Israel. Since the issue of protection against ATGMs and RPGs is especially acute for Merkava tanks, it was the Merkavas from Western MBTs that were the first to be massively equipped with Trophy active defense systems. The Israelis also created the KAZ Iron Fist, which is suitable not only for tanks, but also for armored personnel carriers and other light armored vehicles.
Smoke screens and complexes of optoelectronic countermeasures
If the active protection complex simply destroys guided anti-tank missiles flying up to the tank, then the optical-electronic countermeasures complex (or KOEP for short) acts much more subtle. An example of such a COEP is the Shtora, which is installed on the T-90, BMP-3 and the latest modifications of the T-80. How does it work?
A large part of modern anti-tank guided missiles is guided by a laser beam. And when such a missile is aimed at a tank, the KOEP sensors register that the car is irradiated with a laser, and give the appropriate signal to the crew. If necessary, KOEP can also automatically fire a smoke grenade in the right direction, which will hide the tank in the visible and infrared spectrum of electromagnetic waves. Also, having received a signal about laser irradiation, the tank crew can press the desired button - and the KOEP itself will turn the tank turret in the direction from which a laser-guided missile is aimed at it. All that remains to be done by the gunner and the commander of the combat vehicle is to detect and destroy the threat.
But, in addition to the laser beam, many anti-tank missiles use a tracer for guidance. That is, in the rocket itself in the back there is a source of bright light of a certain frequency. This light is captured by the ATGM guidance system and corrects the flight of the missile so that it goes right on target. And this is where the KOEP floodlights come into play (in the game they can be seen on the T-90). They can emit light of the same frequency as the tracer. anti-tank missile, thus "deceiving" the guidance system and taking the missile away from the tank.

These "red eyes" of the T-90 are the searchlights of the Shtora KOEP.
Screens and grids
And the last element of protection of modern armored vehicles, which we will talk about today, is all kinds of anti-cumulative screens, grilles and additional armor modules.
The anti-cumulative screen is quite simple - it is a barrier made of steel, rubber or other material, installed at a certain distance from the main armor of the tank or AFV. Such screens can be observed both on tanks of the Second World War and on more modern models of armored vehicles. The principle of their operation is simple: hitting the screen, the cumulative projectile fires prematurely, and the cumulative jet overcomes a certain distance in the air and reaches the main armor of the tank, significantly weakened.
Anti-cumulative gratings act somewhat differently. They are made in the form of plates, deployed with an edge towards the direction from which a threat to the tank may come. When a cumulative projectile collides with the lattice elements, the latter deform the shell of the projectile, the funnel of the cumulative warhead and / or the fuse, thereby preventing the projectile from firing and the cumulative jet from appearing.

Anti-cumulative grilles are especially often installed on light armored vehicles - armored personnel carriers, infantry fighting vehicles or tank destroyers.
And in conclusion - a few words about hinged modular armor. Her very idea is not new - even 70 or more years ago, crews added a little protection where it was lacking. Previously, boards, sandbags, armor sheets from wrecked enemy tanks, or even concrete were used for this. Today, modern polymers, ceramics and other materials are used, showing high level low weight protection. In addition, modern modular armor is designed and manufactured in such a way that its installation and dismantling occurs as quickly as possible. One example of such protection is the MEXAS hinged armor used on the Leopard-1 and Leopard-2 tanks, the M113 and M1126 Stryker armored personnel carriers, and on many other types of military equipment.
That's all.
Use armor properly, don't frame weak spots your tanks under enemy shells and good luck in battles!
Reservation of modern domestic tanks
A. Tarasenko
Layered combined armor
In the 1950s, it became clear that a further increase in the protection of tanks was not possible only by improving the characteristics of armored steel alloys. This was especially true for the protection cumulative ammunition. The idea of using low-density fillers for protection against cumulative ammunition arose during the Great Patriotic War, the penetrating effect of a cumulative jet is relatively small in soils, this is especially true for sand. Therefore, it is possible to replace steel armor with a layer of sand sandwiched between two thin sheets of iron.
In 1957, VNII-100 carried out research to assess the anti-cumulative resistance of all domestic tanks, both serial production and prototypes. The protection of tanks was assessed based on the calculation of their shelling with a domestic non-rotating cumulative 85-mm projectile (in terms of its armor penetration it surpassed foreign cumulative shells of 90 mm caliber) at various heading angles provided for by the TTT in force at that time. The results of this research work formed the basis for the development of TTT to protect tanks from HEAT weapons. The calculations performed in the research showed that the most powerful armor protection was possessed by an experienced heavy tank"Object 279" and medium tank "Object 907".
Their protection ensured non-penetration by a cumulative 85-mm projectile with a steel funnel within the course angles: along the hull ± 60 ", the turret - + 90". To provide protection against a projectile of this type of other tanks, a thickening of the armor was required, which led to a significant increase in their combat weight: T-55 by 7700 kg, "Object 430" by 3680 kg, T-10 by 8300 kg and " Object 770" for 3500 kg.
An increase in the thickness of the armor to ensure the anti-cumulative resistance of the tanks and, accordingly, their mass by the above values was unacceptable. The solution to the problem of reducing the mass of armor specialists of the VNII-100 branch saw in the use of fiberglass and light alloys based on aluminum and titanium, as well as their combination with steel armor, as part of the armor.
As part of combined armor, aluminum and titanium alloys were first used in the design of the armor protection of a tank turret, in which a specially provided internal cavity was filled with an aluminum alloy. For this purpose, a special aluminum casting alloy ABK11 was developed, which is not subjected to heat treatment after casting (due to the impossibility of providing a critical cooling rate during quenching of the aluminum alloy in a combined system with steel). The “steel + aluminum” option provided, with equal anti-cumulative resistance, a reduction in the mass of armor by half compared to conventional steel.
In 1959, the bow of the hull and the turret with two-layer armor protection "steel + aluminum alloy" were designed for the T-55 tank. However, in the process of testing such combined barriers, it turned out that the two-layer armor did not have sufficient survivability with repeated hits of armor-piercing-sub-caliber projectiles - the mutual support of the layers was lost. Therefore, further tests were carried out on three-layer armor barriers "steel+aluminum+steel", "titanium+aluminum+titanium". The gain in mass was somewhat reduced, but still remained quite significant: the combined armor "titanium + aluminum + titanium" compared to monolithic steel armor with the same level of armor protection when fired with 115-mm cumulative and sub-caliber projectiles provided a reduction weight by 40%, the combination of "steel + aluminum + steel" gave 33% weight savings.
T-64
In the technical project (April 1961) of the "432 product" tank, two filler options were initially considered:
· Steel armor casting with ultraforfor inserts with initial horizontal base thickness equal to 420 mm with equivalent anti-cumulative protection equal to 450 mm;
· a cast turret consisting of a steel armor base, an aluminum anti-cumulative jacket (poured after casting the steel hull) and an outer steel armor and aluminum. The total maximum wall thickness of this tower is ~500 mm and is equivalent to ~460 mm anti-cumulative protection.
Both turret options resulted in over one ton of weight savings compared to an all-steel turret of equal strength. A turret with aluminum filler was installed on serial T-64 tanks.
Both turret options resulted in over one ton of weight savings compared to an all-steel turret of equal strength. A tower with aluminum filler was installed on serial tanks "product 432". In the course of accumulating experience, a number of shortcomings of the tower were revealed, primarily related to its large dimensions of the thickness of the frontal armor. Later, steel inserts were used in the design of the turret armor protection on the T-64A tank in the period 1967-1970, after which they finally came to the turret with ultraforfor inserts (balls), which was considered initially, providing the specified resistance with a smaller size. In 1961-1962 the main work on the creation of combined armor took place at the Zhdanovsky (Mariupol) metallurgical plant, where the technology of two-layer castings was debugged, various types of armor barriers were fired. Samples (“sectors”) were cast and tested with 85-mm cumulative and 100-mm armor-piercing projectiles
combined armor "steel+aluminum+steel". To eliminate the “squeezing out” of aluminum inserts from the body of the tower, it was necessary to use special jumpers that prevented the “squeezing out” of aluminum from the cavities of the steel tower. . Before the advent of the Object 432 tank, all armored vehicles had monolithic or composite armor.
A fragment of a drawing of a tank turret object 434 indicating the thicknesses of steel barriers and filler
Read more about the armor protection of the T-64 in the material - Security of the tanks of the second post-war generation T-64 (T-64A), Chieftain Mk5R and M60

The use of aluminum alloy ABK11 in the design of armor protection of the upper frontal part of the hull (A) and the front of the turret (B)
experienced medium tank "Object 432". The armored design provided protection against the effects of cumulative ammunition.
The upper frontal sheet of the hull "product 432" is installed at an angle of 68 ° to the vertical, combined, with a total thickness of 220 mm. It consists of an outer armor plate 80 mm thick and an inner fiberglass sheet 140 mm thick. As a result, the calculated resistance from cumulative ammunition was 450 mm. The front roof of the hull is made of armor 45 mm thick and had lapels - “cheekbones” located at an angle of 78 ° 30 to the vertical. The use of fiberglass of a selected thickness also provided reliable (in excess of TTT) anti-radiation protection. The absence in the technical design of the back plate after the fiberglass layer shows the complex search for the right technical solutions for creating the optimal three-barrier barrier, which developed later.
In the future, this design was abandoned in favor of a simpler design without "cheekbones", which had greater resistance to cumulative ammunition. The use of combined armor on the T-64A tank for the upper frontal part (80 mm steel + 105 mm fiberglass + 20 mm steel) and a turret with steel inserts (1967-1970), and later with a filler of ceramic balls (horizontal thickness 450 mm) made it possible to provide protection against BPS (with armor penetration of 120 mm / 60 ° from a distance of 2 km) at a distance of 0.5 km and from COPs (penetrating 450 mm) with an increase in armor weight by 2 tons compared to the T-62 tank.

Scheme technological process castings of the tower "object 432" with cavities for aluminum filler. During shelling, the turret with combined armor provided full protection against 85-mm and 100-mm HEAT shells, 100-mm armor-piercing blunt-headed shells and 115-mm sub-capiber shells at firing angles of ±40 °, as well as protection against 115- mm of a cumulative projectile at a heading angle of fire of ±35 °.
High-strength concrete, glass, diabase, ceramics (porcelain, ultra-porcelain, uralite) and various fiberglass were tested as fillers. Of the tested materials, inserts made of high-strength ultra-porcelain (the specific jet-extinguishing ability is 2–2.5 times higher than that of armored steel) and AG-4S fiberglass had the best characteristics. These materials were recommended for use as fillers in combined armor barriers. The weight gain when using combined armor barriers compared to monolithic steel barriers was 20-25%.
T-64A
In the process of improving the combined protection against the tower with the use of aluminum filler, they refused. Simultaneously with the development of the design of the tower with ultra-porcelain filler in the VNII-100 branch at the suggestion of V.V. Jerusalem, the design of the tower was developed using high-hard steel inserts intended for the manufacture of shells. These inserts, heat-treated by the differential isothermal hardening method, had a particularly hard core and relatively less hard but more ductile outer surface layers. The manufactured experimental turret with high-hard inserts showed even better results in terms of durability during shelling than with filled ceramic balls.
The disadvantage of the tower with high-hard inserts was the insufficient survivability of the welded joint between the retaining plate and the tower support, which, when hit by an armor-piercing sub-caliber projectile, was destroyed without penetration.
In the process of manufacturing an experimental batch of towers with high-hard inserts, it turned out to be impossible to provide the minimum required impact strength (high-hard inserts of the manufactured batch during shelling gave increased brittle fracture and penetration). Further work in this direction was abandoned.
(1967-1970)
In 1975, a corundum-filled turret developed by VNIITM was put into service (in production since 1970). Reservation of the tower - 115 steel cast armor, 140 mm ultra-porcelain balls and the rear wall of 135 mm steel with an angle of inclination of 30 degrees. casting technology towers with ceramic filling was worked out as a result of the joint work of VNII-100, Kharkov Plant No. 75, South Ural Radioceramics Plant, VPTI-12 and NIIBT. Using the experience of working on the combined armor of the hull of this tank in 1961-1964. The design bureaus of the LKZ and ChTZ factories, together with VNII-100 and its Moscow branch, developed variants of hulls with combined armor for tanks with guided missile weapons: "Object 287", "Object 288", "Object 772" and "Object 775".


corundum ball

Tower with corundum balls. The size of the frontal protection is 400 ... 475 mm. The stern of the tower is -70 mm.
Subsequently, the armor protection of Kharkov tanks was improved, including in the direction of using more advanced barrier materials, so from the end of the 70s on the T-64B, steels of the BTK-1Sh type were used, made by electroslag remelting. On average, the resistance of an equal-thickness sheet obtained by ESR is 10 ... 15 percent more than armored steels of increased hardness. In the course of mass production until 1987, the turret was also improved.
T-72 "Ural"
Booking VLD T-72 "Ural" was similar to booking T-64. In the first series of the tank, turrets directly converted from T-64 turrets were used. Subsequently, a monolithic tower made of cast armored steel was used, with a size of 400-410 mm. Monolithic towers provided satisfactory resistance against 100-105 mm armor-piercing sub-caliber projectiles(BTS) , but the anti-cumulative resistance of these towers in terms of protection against shells of the same caliber was inferior to towers with a combined filler.

Monolithic tower made of cast armor steel T-72,
also used on the export version of the T-72M tank
T-72A
The armor of the front part of the hull was reinforced. This was achieved by redistributing the thickness of the steel armor plates in order to increase the thickness of the back plate. Thus, the thickness of the VLD was 60 mm steel, 105 mm STB and the back sheet 50 mm thick. At the same time, the size of the reservation remained the same.
The turret armor has undergone major changes. In serial production, cores made of non-metallic molding materials were used as a filler, fastened before pouring with metal reinforcement (the so-called sand cores).
Tower T-72A with sand rods,
Also used on export versions of the T-72M1 tank
photo http://www.tank-net.com
In 1976, UVZ made attempts to produce turrets used on the T-64A with lined corundum balls, but it was not possible to master such technology there. This required new production facilities and the development of new technologies that had not been created. The reason for this was the desire to reduce the cost of the T-72A, which were also massively supplied to foreign countries. Thus, the resistance of the tower from the BPS of the T-64A tank exceeded the resistance of the T-72 by 10%, and the anti-cumulative resistance was 15 ... 20% higher.

Frontal part T-72A with redistribution of thicknesses
and increased protective back layer.
With an increase in the thickness of the back sheet, the three-layer barrier increases resistance.
This is a consequence of the fact that a deformed projectile acts on the rear armor, which partially collapsed in the first steel layer.
and lost not only speed, but also the original shape of the warhead.
The weight of three-layer armor required to achieve the level of resistance equivalent in weight to steel armor decreases with decreasing thickness.
front armor plate up to 100-130 mm (in the direction of fire) and a corresponding increase in the thickness of the rear armor.
The middle fiberglass layer has little effect on the projectile resistance of a three-layer barrier (I.I. Terekhin, Research Institute of Steel) .
Frontal part of PT-91M (similar to T-72A)
T-80B
Strengthening the protection of the T-80B was carried out through the use of rolled armor of increased hardness of the BTK-1 type for hull parts. The frontal part of the hull had an optimal ratio of three-barrier armor thicknesses similar to that proposed for the T-72A.
In 1969, a team of authors from three enterprises proposed a new bulletproof armor of the BTK-1 brand of increased hardness (dotp = 3.05-3.25 mm), containing 4.5% nickel and additives of copper, molybdenum and vanadium. . In the 70s, a complex of research and production work was carried out on BTK-1 steel, which made it possible to start introducing it into the production of tanks.
The results of testing stamped boards with a thickness of 80 mm from BTK-1 steel showed that they are equivalent in terms of resistance to serial boards with a thickness of 85 mm. This type of steel armor was used in the manufacture of the hulls of the T-80B and T-64A(B) tanks. The BTK-1 is also used in the design of the filler package in the turret of the T-80U (UD), T-72B tanks. The BTK-1 armor has increased projectile resistance against sub-caliber projectiles at firing angles of 68-70 (5-10% more compared to serial armor). As the thickness increases, the difference between the resistance of the BTK-1 armor and serial armor of medium hardness, as a rule, increases.
During the development of the tank, there were attempts to create a cast turret from steel with increased hardness, which were unsuccessful. As a result, the design of the turret was chosen from cast armor of medium hardness with a sand core, similar to the turret of the T-72A tank, and the thickness of the armor of the T-80B turret was increased, such turrets were accepted for serial production from 1977.
Further reinforcement of the armor of the T-80B tank was achieved in the T-80BV, which was put into service in 1985. The armor protection of the frontal part of the hull and turret of this tank is fundamentally the same as on the T-80B tank, but consists of reinforced combined armor and hinged dynamic protection "Contact-1". During the transition to mass production of the T-80U tank, some T-80BV tanks of the latest series (object 219RB) were equipped with towers of the T-80U type, but with the old FCS and the Cobra guided weapon system.
Tanks T-64, T-64A, T-72A and T-80B According to the criteria of production technology and the level of resistance, it can be conditionally attributed to the first generation of the implementation of combined armor on domestic tanks. This period has a framework within the mid-60s - early 80s. The armor of the tanks mentioned above generally provided high resistance to the most common anti-tank weapons (PTS) of the specified period. In particular, resistance to armor-piercing projectiles of the type (BPS) and feathered armor-piercing sub-caliber projectiles with a composite core of the type (OBPS). An example is the BPS L28A1, L52A1, L15A4 and OBPS M735 and BM22 types. Moreover, the development of the protection of domestic tanks was carried out precisely taking into account the provision of resistance against OBPS with an integral active part of the BM22.
But corrections to this situation were made by the data obtained as a result of the shelling of these tanks obtained as trophies during the Arab-Israeli war of 1982, the M111 type OBPS with a tungsten-based monoblock carbide core and a highly effective damping ballistic tip.
One of the conclusions of the special commission to determine the projectile resistance of domestic tanks was that the M111 has advantages over the domestic 125 mm BM22 projectile in terms of penetration at an angle of 68° combined armor VLD serial domestic tanks. This gives grounds to believe that the M111 projectile was worked out mainly to destroy the VLD of the T72 tank, taking into account its design features, while the BM22 projectile was worked out on monolithic armor at an angle of 60 degrees.
In response to this, after the completion of the ROC "Reflection" for tanks of the above types, during the overhaul at the repair plants of the USSR Ministry of Defense on tanks since 1984, additional reinforcement of the upper frontal part was carried out. In particular, an additional plate with a thickness of 16 mm was installed on the T-72A, which provided an equivalent resistance of 405 mm from the M111 OBPS at a speed of the standard damage limit of 1428 m / s.
Not less influenced fighting in 1982 in the Middle East and on the anti-cumulative protection of tanks. From June 1982 to January 1983. During the implementation of the development work "Contact-1" under the leadership of D.A. Rototaeva (Scientific Research Institute of Steel) carried out work on the installation of dynamic protection (DZ) on domestic tanks. The impetus for this was the effectiveness of the Israeli Blazer-type remote sensing system demonstrated during the hostilities. It is worth recalling that DZ was developed in the USSR already in the 50s, but for a number of reasons it was not installed on tanks. These issues are discussed in more detail in the article DYNAMIC PROTECTION. THE ISRAEL SHIELD WAS FORGED IN... THE USSR? .
Thus, since 1984, to improve the protection of tanksT-64A, T-72A and T-80B measures were taken as part of the ROC "Reflection" and "Contact-1", which ensured their protection from the most common PTS of foreign countries. In the course of mass production, the T-80BV and T-64BV tanks already took into account these solutions and were not equipped with additional welded plates.
The level of three-barrier (steel + fiberglass + steel) armor protection of the T-64A, T-72A and T-80B tanks was ensured by selecting the optimal thickness and hardness of the materials of the front and rear steel barriers. For example, an increase in the hardness of the steel front layer leads to a decrease in the anti-cumulative resistance of combined barriers installed at large structural angles (68 °). This is due to a decrease in the consumption of the cumulative jet for penetration into the front layer and, consequently, an increase in its share involved in deepening the cavity.
But these measures were only modernization solutions, in tanks, the production of which began in 1985, such as the T-80U, T-72B and T-80UD, new solutions were applied, which can conditionally be attributed to the second generation of combined armor implementation . In the design of VLD, a design with an additional inner layer (or layers) between the non-metallic filler began to be used. Moreover, the inner layer was made of high-hardness steel.An increase in the hardness of the inner layer of steel combined barriers located at large angles leads to an increase in the anti-cumulative resistance of the barriers. For small angles, the hardness of the middle layer has no significant effect.
(steel+STB+steel+STB+steel).
On the new T-64BV tanks, additional armor for the VLD hull was not installed, since the new design was already
adapted to protect against new generation BPS - three layers of steel armor, between which two layers of fiberglass are placed, with a total thickness of 205 mm (60 + 35 + 30 + 35 + 45).
With a smaller overall thickness, the VLD of the new design in terms of resistance (excluding DZ) against BPS was superior to the VLD of the old design with an additional 30 mm sheet.
A similar VLD structure was also used on the T-80BV.
There were two directions in the creation of new combined barriers.
The first one developed in the Siberian Branch of the Academy of Sciences of the USSR (Institute of Hydrodynamics named after Lavrentiev, V. V. Rubtsov, I. I. Terekhin). This direction was a box-shaped (box-type plates filled with polyurethane foam) or cellular structure. The cellular barrier has increased anti-cumulative properties. Its principle of counteraction is that due to the phenomena occurring at the interface between two media, part of the kinetic energy of the cumulative jet, which initially passed into the head shock wave, is transformed into the kinetic energy of the medium, which re-interacts with the cumulative jet.
The second proposed Research Institute of Steel (L.N. Anikina, M.I. Maresev, I.I. Terekhin). When a combined barrier (steel plate - filler - thin steel plate) is penetrated by a cumulative jet, a dome-shaped buckling of a thin plate occurs, the top of the bulge moves in the direction normal to the rear surface of the steel plate. This movement continues after breaking through the thin plate during the entire time the jet passes through the composite barrier. With optimally selected geometric parameters of these composite barriers, after they are pierced by the head of the cumulative jet, additional collisions of its particles with the edge of the hole in the thin plate occur, leading to a decrease in the penetrating ability of the jet. Rubber, polyurethane, and ceramics were studied as fillers.
This type of armor is similar in principle to British armor. Burlington, which was used on Western tanks in the early 80s.
Further development of the design and manufacturing technology of cast towers consisted in the fact that the combined armor of the frontal and side parts of the tower was formed due to a cavity open from above, into which a complex filler was mounted, closed from above by welded covers (plugs). Turrets of this design are used on later modifications of the T-72 and T-80 tanks (T-72B, T-80U and T-80UD).
The T-72B used turrets with filler in the form of plane-parallel plates (reflective sheets) and inserts made of high-hardness steel.
On T-80U with a filler of cellular cast blocks (cellular casting), filled with polymer (polyether urethane), and steel inserts.
T-72B
Reservation of the turret of the T-72 tank is of the "semi-active" type.In front of the turret there are two cavities located at an angle of 54-55 degrees to the longitudinal axis of the gun. Each cavity contains a pack of 20 30mm blocks, each consisting of 3 layers glued together. Block layers: 21mm armor plate, 6mm rubber layer, 3mm metal plate. 3 thin metal plates are welded to the armor plate of each block, providing a distance between the blocks of 22 mm. Both cavities have a 45 mm armor plate located between the package and the inner wall of the cavity. The total weight of the contents of the two cavities is 781 kg.

The appearance of the T-72 tank reservation package with reflective sheets
And inserts of steel armor BTK-1
Package photo J. Warford. Journal of military ordnance. May 2002,
The principle of operation of bags with reflective sheets
The VLD armor of the T-72B hull of the first modifications consisted of composite armor made of steel of medium and increased hardness. The increase in resistance and the equivalent decrease in the armor-piercing effect of the ammunition is ensured by the flow rate at the media separation. A steel type-setting barrier is one of the simplest design solutions for an anti-ballistic protective device. Such a combined armor of several steel plates provided a 20% gain in mass compared to homogeneous armor, maybe with the same overall dimensions.
Subsequently, more difficult option reservations using "reflective sheets" on the principle of functioning similar to the package used in the tank turret.
DZ "Contact-1" was installed on the tower and hull of the T-72B. Moreover, the containers are installed directly on the tower without giving them an angle that ensures the most efficient operation of the remote sensing.As a result of this, the effectiveness of the remote sensing system installed on the tower was significantly reduced. A possible explanation is that during state tests of the T-72AV in 1983, the test tank was hit due to the presence of areas not covered by containers, the DZ and the designers tried to achieve a better overlap of the tower.
Starting from 1988, the VLD and the tower were reinforced with the DZ "Kontakt-V» providing protection not only from cumulative PTS, but also from OBPS.
The armor structure with reflective sheets is a barrier consisting of 3 layers: plate, gasket and thin plate.

Penetration of a cumulative jet into armor with "reflective" sheets

X-ray image showing lateral displacements of jet particles
And the nature of the deformation of the plate
The jet, penetrating the slab, creates stresses leading first to local swelling of the back surface (a) and then to its destruction (b). This results in significant swelling of the gasket and thin sheet. When the jet pierces the gasket and the thin plate, the latter has already begun to move away from the rear surface of the plate (c). Since there is a certain angle between the direction of motion of the jet and the thin plate, at some point in time the plate begins to run into the jet, destroying it. The effect of the use of "reflective" sheets can reach 40% in comparison with monolithic armor of the same mass.
T-80U, T-80UD
When improving the armor protection of tanks 219M (A) and 476, 478, various options for barriers were considered, the feature of which was the use of the energy of the cumulative jet itself to destroy it. These were box and cellular type fillers.
In the accepted version, it consists of cellular cast blocks, filled with polymer, with steel inserts. Hull armor is provided by optimal the ratio of the thicknesses of the fiberglass filler and steel plates of high hardness.
Tower T-80U (T-80UD) has an outer wall thickness of 85 ... 60 mm, the rear - up to 190 mm. In the cavities open at the top, a complex filler was mounted, which consisted of cellular cast blocks poured with polymer (PUM) installed in two rows and separated by a 20 mm steel plate. A BTK-1 plate with a thickness of 80 mm is installed behind the package.On the outer surface of the forehead of the tower within the heading angle + 35 installed solid V -shaped blocks of dynamic protection "Contact-5". On the early versions of the T-80UD and T-80U, the NKDZ "Contact-1" was installed.
For more information about the history of the creation of the T-80U tank, see the film -Video about the T-80U tank (object 219A)
Reservation of VLD is multi-barrier. Since the early 1980s, several design options have been tested.


How packages work "cellular filler"
This type of armor implements the method of so-called "semi-active" protection systems, in which the energy of the weapon itself is used for protection.
The method proposed by the Institute of Hydrodynamics of the Siberian Branch of the USSR Academy of Sciences and is as follows.

Scheme of action of cellular anti-cumulative protection:
1 - cumulative jet; 2- liquid; 3 - metal wall; 4 - shock wave of compression;
5 - secondary compression wave; 6 - collapse of the cavity

Scheme of single cells: a - cylindrical, b - spherical

Steel armor with polyurethane (polyetherurethane) filler
The results of studies of samples of cellular barriers in various design and technological versions were confirmed by full-scale tests during shelling with cumulative projectiles. The results showed that the use of a honeycomb layer instead of fiberglass can reduce dimensions obstacles by 15%, and mass - by 30%. Compared to monolithic steel, a layer weight reduction of up to 60% can be achieved while maintaining a close dimension to it.

The principle of operation of the armor of the "split" type.
In the back part of the cellular blocks there are also cavities filled with polymeric material. The principle of operation of this type of armor is approximately the same as that of cellular armor. Here, too, the energy of the cumulative jet is used for protection. When the cumulative jet, moving, reaches the free rear surface of the barrier, the elements of the barrier near the free rear surface under the action of the shock wave begin to move in the direction of the jet. If, however, conditions are created under which the material of the obstacle moves onto the jet, then the energy of the elements of the obstacle flying from the free surface will be spent on the destruction of the jet itself. And such conditions can be created by making hemispherical or parabolic cavities on the rear surface of the barrier.
Some variants of the upper frontal part of the T-64A, T-80 tanks, the T-80UD (T-80U), T-84 variant and the development of a new modular VLD T-80U (KBTM)
T-64A tower filler with ceramic balls and T-80UD package options -
cellular casting (filler from cellular cast blocks filled with polymer)
and metal package
Further design improvements was associated with the transition to towers with a welded base. Developments aimed at increasing the dynamic strength characteristics of cast armor steels in order to increase anti-ballistic resistance, gave a significantly smaller effect than similar developments for rolled armor. In particular, in the 80s, they were developed and ready for serial production new steels of increased hardness: SK-2Sh, SK-3Sh. Thus, the use of towers with a rolled base made it possible to increase the protective equivalent along the base of the tower without increasing the mass. Such developments were undertaken by the Research Institute of Steel together with design bureaus, the tower with a rolled base for the T-72B tank had a slightly increased (by 180 liters) internal volume, the weight increase was up to 400 kg compared to the serial cast turret of the T-72B tank.
Var and turret ant of the improved T-72, T-80UD with a welded base
and ceramic-metal package, not used in series
The tower filling package was carried out using ceramic materials and steel of increased hardness or from a package based on steel plates with "reflective" sheets. Worked out options for towers with removable modular armor for the frontal and side parts.
T-90S/A
With regard to tank turrets, one of the significant reserves for strengthening their anti-projectile protection or reducing the mass of the steel base of the tower while maintaining the existing level of anti-projectile protection is to increase the resistance of steel armor used for towers. The base of the T-90S / A tower is made made of steel armor of medium hardness, which significantly (by 10-15%) surpasses cast armor of medium hardness in terms of projectile resistance.
Thus, with the same mass, a tower made of rolled armor can have a higher anti-ballistic resistance than a tower made of cast armor, and, in addition, if rolled armor is used for a tower, its anti-ballistic resistance can be further increased.
An additional advantage of a rolled turret is the possibility of ensuring a higher accuracy of its manufacture, since in the manufacture of a cast armor base of a turret, as a rule, the required casting quality and casting accuracy in terms of geometric dimensions and weight are not ensured, which necessitates labor-intensive and non-mechanized work to eliminate casting defects, adjustment of dimensions and weight of the casting, including adjustment of cavities for fillers. Implementation of the advantages of the design of a rolled turret in comparison with a cast turret is possible only when its projectile resistance and survivability at the locations of the joints of rolled armor parts meets general requirements in terms of projectile resistance and survivability of the tower as a whole. Welded joints of the T-90S/A turret are made with full or partial overlapping of the joints of parts and welds from the side of shell fire.

The armor thickness of the side walls is 70 mm, the frontal armor walls are 65-150 mm thick; the turret roof is welded from separate parts, which reduces the rigidity of the structure during high-explosive impact.On the outer surface of the forehead of the tower are installed V -shaped blocks of dynamic protection.
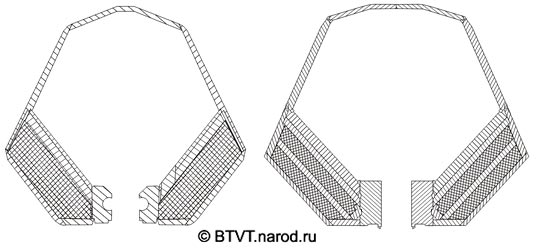
Variants of towers with a welded base T-90A and T-80UD (with modular armor)
Other armor materials:
Materials used:
Domestic armored vehicles. XX century: Scientific publication: / Solyankin A.G., Zheltov I.G., Kudryashov K.N. /
Volume 3. Domestic armored vehicles. 1946-1965 - M .: LLC "Publishing House" Zeikhgauz "", 2010.
M.V. Pavlova and I.V. Pavlova "Domestic armored vehicles 1945-1965" - TiV No. 3 2009
Theory and design of the tank. - T. 10. Book. 2. Comprehensive protection / Ed. d.t.s., prof. P. P . Isakov. - M .: Mashinostroenie, 1990.
J. Warford. The first look at Soviet special armor. Journal of military ordnance. May 2002.











